6.2. Оброблення кишок на потоково-механізованих лініях
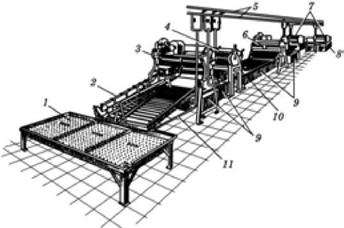
Яловичі череви обробляють на агрегаті К6-ФЛК (рис. 6.3). Че- реви подають у віджимні вальці, а після звільнення від вмісту їх за допомогою конвеєра-заправника направляють у машину для знежирення. Після цього череви подають у віджимні вальці, в яких вони очищуються від подрібнених оболонок і зависають на гаку над ванною, де вивертаються за допомогою води, а потім у лотік з теплою водою для розпушування слизової оболонки. Через 10 хв їх очищують від слизової оболонки на шлямувальній машині при зрошенні теплою водою. Оброблені кишки охолоджують у ванні і подають на сортування, калібрування і зв’язування у пучки. Череви у пучках засолюють, упаковують і зберігають.
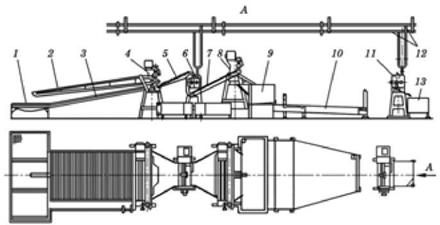
Свинячі череви обробляють на лінії К6-ФЛС (рис. 6.4). Спочатку відокремлені череви подають на стрічковий конвеєр решітчастим піддоном, що зрошується водою, а звідти — у віджимні вальці. Після звільнення від вмісту кишки вміщують на 1 - 2 год у ванну з водою температурою 40 - 45 °С. Від серозної, м’язової і слизової оболонок кишки очищують у шляморозпушувальній машині, після чого їх знову замочують у ванні з водою температурою 40 - 45 °С. Потім череви віджимають на других віджимних вальцях і подають на остаточне очищення у шлямувальнну машину. Оброблені кишки охолоджують, сортують, калібрують і консервують.
|
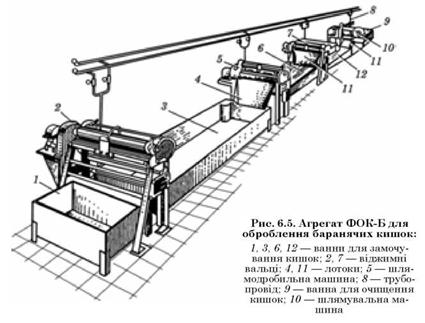
Рис. 6.3. Агрегат К6-ФЛК для оброблення яловичих черев: |
1 — приймальний стіл; 2 — стрічковий конвеєр; 3, 10 — лотік; 4, 8 — віджимні вальці; 5 — шнековий конвеєр; 6 — машина для знежирення; 7 — гачковий конвеєр;
9 — ванна для вивертання; 11 — шлямувальна машина; 12 — трубопровід для гарячої і холодної води; 13 — ванна для приймання оброблених кишок
|
Рис. 6.4. Агрегат К6-ФЛС для оброблення свинячих черев: |
1 — стіл для приймання отоки; 2 — стрічковий конвеєр; 3, 6 — віджимні вальці; 4 — спіральний живильник; 5 — трубопровід; 7 — машина для очищення кишок; 8 — ванна для приймання оброблених кишок; 9 — ванна для замочування кишок; 10 — шлямодробильна машина; 11 — лотік
Баранячі череви обробляють на лінії ФОК-Б (рис. 6.5), послідовно пропускаючи їх через віджимні вальці, шлямодробильну машину, другі віджимні вальці і шлямувальну машину.
|
|