7.2. Автоматизація агрегатів для приготування трав’яного борошна
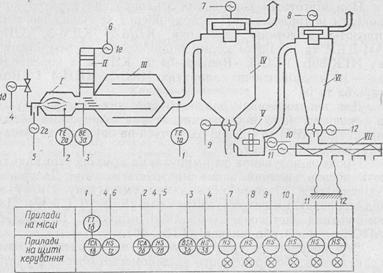
Приготування трав’яного борошна відбувається в основному на пневмобарабанних сушарках безперервної дії. Продукти згоряння рідкого палива або газу в барабані для сушіння III (рис. 7.1) проходять крізь шар попередньо подрібнених частинок (10—ЗО мм) трави, відбираючи при цьому вологу і разом з висушеними частинками потрапляють в циклон, що відокремлює їх від агенту сушіння IV. З циклону за допомогою шлюзового затвору частинки трави потрапляють до млина V, де відбувається більш глибоке подрібнення висушуваного матеріалу на борошно. Борошно за допомогою вентилятора потрапляє до охолоджувального циклону VI, з якого вивантажувальним шлюзовим затвором виноситься до вивантажувального шнека VII, де розфасовується в мішки. Час сушіння листків рослин становить приблизно 0,5—2 хв, а стебел — 5—20 хв. Враховуючи, що частинки листків легкі і швидко виносяться з барабану для сушіння, кінцева вологість усіх частинок достатньо рівномірна.
|
7.1. Функціональна схема автоматизації пневмобарабанної сушарки для сушіння вітамінного борошна: І — топка; II — подаючий транспортер; III — сушарка; IV — основний циклон; V — подрібнювач; VI — охолоджувальний циклон; VII — вивантажувальний шнек |
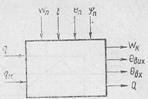
Вихідними величинами сушарки, як об’єкта управління (рис. 7.2), слід вважати кінцеву вологість вітамінного борошна \У„, температуру агенту сушіння на вході до сушарки О вх та на виході з неї 0Вих, продуктивність сушарки (3. Збурюючими вхідними величинами є початкова вологість трави №п, її фракційний склад у, параметри зовнішнього повітря 0П та фп. Управляючі дії можна здійснювати зміною подачі: палива у форсунку §■ та сирого матеріалу до сушарки gм.
Основним параметром управління є кінцева вологість трав’яного борошна, яка визначає якість технологічного процесу. Найдоцільнішою є система управління, яка забезпечує максимальну продуктивність сушарки при кінцевій вологості матеріалу 10—12 %. Але здійснення такого управління в даний час неможливе через відсутність надійних технічних засобів для вимірювання вологості трав’яного борошна в потоці у виваженому стані. Сучасні системи здійснюють управління процесом непрямими методами. Управління ведеться по температурі агенту сушіння, який виходить із сушарки.
На рис. 7.1 зображена функціональна схема управління
7.2. Схема пневмобарабанної сушарки як об’єкта управління
 технологічною лінією по виготовленню вітамінного борошна. Система управління за температурою на виході з сушарки позначена позиціями 1а, 16, їв, 1г, Ід, 1е. Система підтримує на виході із сушарки температуру 110—120 °С зміною подачі палива до форсунки клапаном 1 д. При дуже високій початковій вологості >>80 % висушуваного матеріалу система зменшує подачу матеріалу до сушарки дією на привод подаючого транспортера 1е. При цьому продуктивність сушарки знижується.
технологічною лінією по виготовленню вітамінного борошна. Система управління за температурою на виході з сушарки позначена позиціями 1а, 16, їв, 1г, Ід, 1е. Система підтримує на виході із сушарки температуру 110—120 °С зміною подачі палива до форсунки клапаном 1 д. При дуже високій початковій вологості >>80 % висушуваного матеріалу система зменшує подачу матеріалу до сушарки дією на привод подаючого транспортера 1е. При цьому продуктивність сушарки знижується.
Крім основної системи управління процесом, сушарка оснащена системою управління температури на виході з топки (2а, 26, 2в, 2г), яка забезпечує повне згоряння палива, системою захисту при згасанні факелу (За, 36, Зв), а також системою дистанційного управління всіма електроприводами, за допомогою якої здійснюється запуск, зупинка при завершенні роботи або аварійних ситуаціях.