5.3. Мікрометричні інструменти. Будова і правила користування
Мікрометр - універсальний інструмент (прилад), призначений для вимірювань лінійних розмірів абсолютним контактним методом в області малих розмірів з високою точністю (до 1 мкм), перетворюючим механізмом якого є мікропара «гвинт - гайка».
Використання гвинтової пари у відліковому пристрої було відомо ще в XVI столітті, наприклад, у гарматних прицільних механізмах (1570 р.), пізніше гвинт стали використовувати в різних геодезичних інструментах. Перший патент на мікрометр як самостійний вимірювальний засіб був виданий Пальмеру (Jean-Louis Palmer) в 1848 році (Франція).
Мікрометричні вимірювальні інструменти засновані на використанні точної гвинтової пари (гвинт - гайка), яка перетворює обертальні рухи мікрогвинта в поступальні. До мікрометричних інструментів відносяться: мікрометри, мікрометричні глибиноміри, мікрометричні нутроміри.
Мікрометричні інструменти призначені для абсолютного контактного методу вимірювання. Ціна поділки приладу - 0,01 мм. Похибка вимірювання залежить від меж вимірювання мікрометра і становить: від 3 мкм для мікрометрів 0-25 мм до 50 мкм для мікрометрів з межами виміру 400-500 мм. Принцип мікрометричної пари використовується в конструкціях багатьох вимірювальних приладів.
Загальний вигляд гладкого мікрометра показаний на рис. 5.8.
|
Рис. 5.8. Мікрометр гладкий |
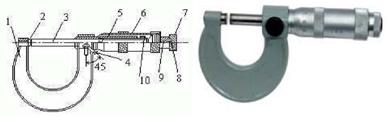
Корпусом інструмента служить скоба (1), в яку запресовані з одного боку п’ята (2), з іншого - стебло (5), на якому закріплено мікрогайку і нанесено поздовжню шкалу. Однією вимірювальною поверхнею є торець мікрометричного гвинта (3), що висувається зі стебла, іншою - торець п’яти (2). Мікрогвинт пов’язаний з корпусом барабана (6), який має на конусному кінці кругову шкалу. Закінчується барабан різьбою, на яку нагвинчується гайка (9), що є корпусом
механізму тріскачки. Основне призначення тріскачки - забезпечувати сталість вимірювального зусилля за рахунок храповика (7) і під- пружиненого стрижня (8). Мікрометр забезпечений пристроєм (4), що дозволяє стопорити мікрогвинт гайкою (10).
Відлік показань мікрометричних інструментів
Відліковий пристрій мікрометричних інструментів складається з двох шкал. Поздовжня шкала має два ряди штрихів з інтервалом 1 мм, розташованих по обидві сторони горизонтальної лінії і зміщених відносно один одного на 0,5 мм. Таким чином, обидва ряди штрихів утворюють одну поздовжню шкалу з ціною поділки 0,5 мм.
Мікрогвинт пов’ язаний з барабаном (6), який на конусному кінці має кругову шкалу з числом розподілів п = 50. Враховуючи, що крок різьби гвинтової пари 8 = 0,5 мм, ціна поділки кругової шкали (ноніуса) мікрометра «С» дорівнює: С = 8/п = 0,5/50 = 0,01 мм.
Розмір вимірюваної деталі з точністю до 0,5 мм розраховують за шкалою стебла покажчиком, яким є скошений край барабана. Соті частини міліметра розраховують по круговій шкалі барабана, покажчиком якої є поздовжній штрих на стеблі мікрометра.
Установка мікрометра на нуль. Перед початком вимірювань мікрометричними інструментами проводять їх перевірку і установку на нуль. Установку мікрометрів на нуль здійснюють на початковому розподілі шкали. Для мікрометрів з межею вимірювань 0-25 мм - на нульовій поділці шкали, для мікрометрів з межами вимірювань 25-50 мм - на розподілі 25 і т. д. Обережне обертання мікрогвинта за тріскачку призводить до зіткнення вимірювальних поверхонь мікрогвинта й п’яти. У мікрогвинта з межею вимірювання 25-50, 50-75 і т. д. мікрогвинт і п’ ята з’ єднуються між собою через блок кінцевих мір довжини розміром 25, 50 мм і т. д. або через спеціальні циліндричні пристрої, що додаються в комплект до мікрометра.
При зазначеному зіткненні скошений край барабана мікрометра має встановитися так, щоб штрих початкової поділки основної шкали (нуль або 25, 50 мм і т. д.) було повністю видно, а нульова поділка кругової шкали барабана збігалася з поздовжньою горизонтальною лінією на стеблі (5). Якщо такого збігу немає, то стопором (4) необхідно зафіксувати мікрогвинт (3) і, притримуючи барабан (6) за накатаний виступ, послабити накидну гайку (9). Потім, повертаючи звільнений корпус барабана, суміщають нульову поділку на барабані з горизонтальною лінією на стеблі (5) мікрометра, і, притримуючи корпус барабана за накатаний виступ, знову закріплюють барабан гайкою (9).
Слід мати на увазі, що при затягуванні гайки (9) нульова установка може порушитися, тому потрібно знову перевірити її і за необхідності виправити.
Установка мікрометричного нутроміра на нуль проводиться за спеціальною настановною скобою, яка входить до комплекту приладу. Можлива установка і за допомогою кінцевих мір довжини.
Притримуючи нутромір за гільзу і обертаючи барабан за накатні кільця, вивертають мікрометричний гвинт до зіткнення вимірювальних наконечників із поверхнями настановної скоби. Потім стопорять мікрогвинт. Нульовий штрих горизонтальної лінії основної шкали повинно бути видно повністю, скошений край барабана має стосуватися даного штриха, а нульова поділка барабана - збігатися з горизонтальною лінією основної шкали. Найбільшими погойдуваннями визначають, чи відповідає розмір мікрометра найменшій відстані між поверхнями настановної скоби або кінцевих мір довжини. Якщо мікрометр між поверхнями скоби проходить туго, то мікрогвинт треба відстопорити і повторити налаштування. Їх повторюють кілька разів для пошуку найменшої відстані між поверхнями настановної скоби (знаходять найменше показання нутроміра). Якщо мікрометр не встановлений на нуль, то при застопореному мікрогвинті необхідно послабити контргайку і відрегулювати установку барабана на нуль. Після остаточного встановлення на нуль можна приєднати подовжувальні трубки, при цьому нульова установка не порушується.
При вимірюванні мікрометром відводять вимірювальну поверхню мікрогвинта (З), обертаючи барабан (б), на необхідну відстань. Між мікрогвинтом (З) та п’ ятою (2) поміщають вимірювану деталь і за допомогою барабана (б) скорочують зазор між вимірюваною деталлю і вимірювальними поверхнями до 1-2 мм. Остаточне зіткнення вимірювальних поверхонь з деталлю здійснюють обертанням тріскачки (7) і знімають показання приладу.
Залежно від конструкції (форми корпусу або скоб, у які вбудовується мікропара, форми вимірювальних поверхонь) чи призначення (вимірювання товщини листів, труб, зубів зубчастих коліс), мікрометри поділяють на гладкі, важільні, листові, трубні, дротові, призматичні, канавкові, різьбомірні, зубомірні й універсальні.
Виготовляються мікрометри ручні і настільні, в тому числі зі стрілочним відліковим пристроєм. Мікрометричні пари використовуються також у глибиноміра, нутроміра та інших вимірювальних засобах. Найбільше поширення мають гладкі мікрометри. Настільні мікрометри (у тому числі зі стрілочним відліковим пристроєм) призначаються для вимірювання маленьких деталей (до 20 мм), їх часто називають часовими мікрометрами.
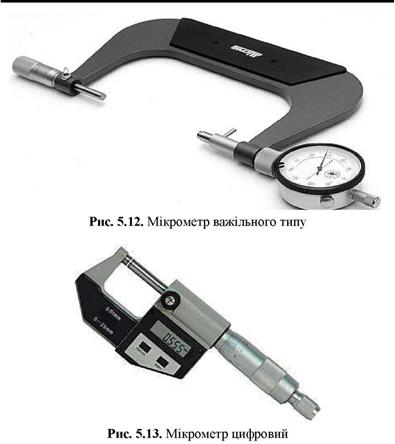
Деякі види мікрометрів показано на рис. 5.9-5.14.
Під час вимірювання мікрометричним нутроміром його вводять у вимірюваний отвір і, відстопоривши мікрогвинт, обертанням накатного кільця приводять вимірювальні наконечники приладу в зіткнення зі стінками отвору, а потім знову стопорять мікрогвинт.
|
|

Рис 5.9. Мікрометр з круговою шкалою для зовнішніх вимірювань і діапазоном вимірювання 175-200 мм, із ціною поділки 0,01 мм
|
Рис. 5.10. Трубний мікрометр |

|
Рис. 5.11. Мікрометр електронний |

|
|
|
Рис. 5.14. Мікрометр листовий 97 |

Вимірювання розміру здійснюють кілька разів, злегка похитуючи мікрометри в площині, що проходить через вісь отвору, відшукуючи відповідно найбільший і найменший розміри. Після остаточного встановлення нутромір на розмір стопорять мікрогвинт і знімають показання.