8.5. Точність обробки. Одиниця допуску і величина допуску
Величина допуску не зовсім повно характеризує точність обробки. Наприклад, у валів 06_О О3О мм і 08О_о>о3о мм величина допуску
однакова - 0,030 мм. Але обробити вал діаметром 80 мм значно важче, ніж діаметром 6 мм із таким самим допуском.
При роботі на одному і тому ж верстаті за однакових умов погрішність виготовлення деталей залежить від їх номінального розміру, зростаючи із його збільшенням. Наприклад, при обточуванні на токарному верстаті валів діаметром 50 мм точність розміру складає 0,1 мм, а валів діаметром 500 мм - не менше 0,25 мм.
На підставі експериментальних досліджень і систематизації результатів механічної обробки циліндричних виробів отримані
закономірності зміни погрішності їх виготовлення залежно від способу обробки і номінального розміру (діаметру). Ці погрішності прийнято вважати рівними допуску (у мкм):
ІТq = ai, (8.1)
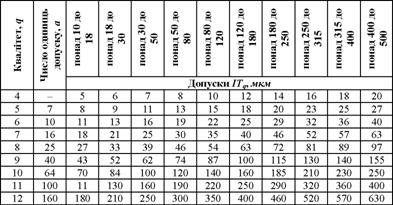
де а - число одиниць допуску або коефіцієнт точності, який характеризує вибраний квалітет q (спосіб обробки) і не залежить від номінального розміру (табл. 8.1);
і - одиниця допуску або міра точності, що залежить від номінального розміру вала (отвору).
|
Таблиця 8.1 Число одиниць допуску а і величини основних допусків ITq
|
За одиницю точності, з допомогою якої можна встановити залежність зміни допуску при зміні діаметру, приймається одиниця допуску. Практикою встановлено, що труднощі обробки в основному зростають із збільшенням розмірів деталей за законом кубічної параболи у вигляді![]()
Одиницю допуску і для номінальних розмірів виробів від 1 до 500 мм підраховують за формулою (у мкм):
![]()
де![]() - середній геометричний розмір крайніх (гранич них) розмірів того інтервалу, в якому знаходиться даний номінальний розмір виробу, а
- середній геометричний розмір крайніх (гранич них) розмірів того інтервалу, в якому знаходиться даний номінальний розмір виробу, а![]() - найбільше і найменше значення відповідного інтервалу, мм.
- найбільше і найменше значення відповідного інтервалу, мм.
Тут і - одиниця допуску для номінальних розмірів до 500 мм. Наприклад, для розміру 3 мм і = 0,55, а для розміру 500 мм і = 3,89.
Весь діапазон розмірів від 1 до 500 мм у стандарті «Допуски і посадки» розбитий на тринадцять інтервалів: від 1 до 3; понад 3 до 6; понад 6 до 10; понад 10 до 18; понад 18 до 30; понад 30 до 50; понад 50 до 80; понад 80 до 120; понад 120 до 180; понад 180 до 250; понад 250 до 315; понад 315 до 400; понад 400 до 500 мм (для посадок із великими зазорами і натягом кількість інтервалів більша). Для кожного інтервалу розмірів даного квалітету прийнято постійне значення допуску ІТЯ (табл. 8.1).
Якщо основне відхилення вала (отвору) є верхнім відхиленням es (ES), то друге граничне відхилення - нижнім відхиленням вала еі (отвору El), що обчислюється за формулами:
![]()
Якщо основне відхилення є нижнім відхиленням, то друге граничне відхилення - верхнім відхиленням вала es (отвору ES), які визначаються за формулами:
|
|