8.7. Позначення допусків і посадок на кресленнях, їх застосування в суднобудуванні та судноремонті
ГОСТ 2.307-68 ЕСКД передбачає три випадки нанесення граничних відхилень лінійних розмірів у робочих кресленнях:
1) Умовними позначеннями полів допусків та посадок, наприклад: 18H6; 60f6.
2) Чисельними величинами граничних відхилень.
Знаючи номінальний розмір і обидва граничних відхилення, можна позначати допуск на кресленнях. Для цього після номінального розміру меншим шрифтом указуються відхилення зі своїми знаками (рис. 8.13, а).
|
Рис. 8.13 |
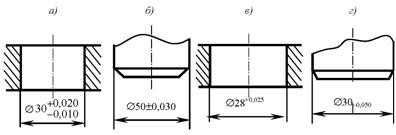
Коли обидва відхилення мають однакову величину, але різні знаки, то абсолютне значення відхилень пишуть на кресленні один раз, але перед ним ставлять знак «+» (рис. 8.13, б).
Відхилення, яке дорівнює нулю, на кресленні не вказують (рис. 8.13, в, г).
Примітка. Граничні відхилення записуються до останньої значущої цифри включно з вирівнюванням числа знаків у верхньому та нижньому відхиленні додатком нулів.
Таким чином, допуск може бути заданий у наступних шести варіантах:

Усі ці розміри на кресленнях подаються у міліметрах.
3) Умовними позначеннями полів допусків і праворуч в дужках - чисельними величинами граничних відхилень, наприклад:
![]()
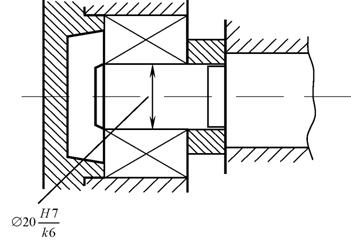
На складальних кресленнях граничні відхилення розмірів деталей або умовні позначення показують у вигляді дробу: в числівнику завжди вказується умовне позначення або чисельні величини вала,
|
Рис. H.l4 |
Основні посадки (наприклад,![]() ) - це посадки, вяких поля допусків отворів і валів одного квалітету.
) - це посадки, вяких поля допусків отворів і валів одного квалітету.
Наприклад,![]() - позначення посадочного вала 7 квалітету в системі отвору, з основним отвором 7-го квалітету, номінальним
- позначення посадочного вала 7 квалітету в системі отвору, з основним отвором 7-го квалітету, номінальним
діаметром спряжених деталей 100 мм;![]() - позначення посадочного отвору 7 квалітету в системі вала, з основним валом 7-го квалітету, номінальним діаметром спряжених деталей 100 мм.
- позначення посадочного отвору 7 квалітету в системі вала, з основним валом 7-го квалітету, номінальним діаметром спряжених деталей 100 мм.
Іноді використовують комбіновані посадки - це посадки, які утворені сполученням поля допуску отвору одного квалітету з полем допуску вала іншого квалітету однієї системи.
Наприклад,![]() - позначення посадочного вала б квалітету в системі отвору, з основним отвором 7-го квалітету, номінальним діаметром спряжених деталей 100 мм.
- позначення посадочного вала б квалітету в системі отвору, з основним отвором 7-го квалітету, номінальним діаметром спряжених деталей 100 мм.
Поєднання полів допусків валів та отворів із різних систем ГОСТ 25347-S9 не рекомендує.
При номінальних розмірах 1-500 мм рекомендується 70 посадок у системі отвору і 61 посадка у системі вала (основних та комбінованих).
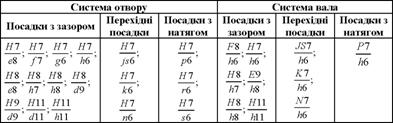
Для переважного використання виділено 17 посадок у системі отвору та 10 посадок у системі вала (табл. 8.2).
Таблиця 8.2
|
Посадки переважного використання для розмірів від 1 до 500 мм
|
При обранні посадки з гарантованим зазором головним завданням є забезпечення найменшого тертя між поверхнями вала і втулки, які торкаються одне одного і, як наслідок, найменшого їх зносу.
Посадка з натягом забезпечується силою тертя між поверхнями деталей та залежить від величини натягу. Тому при обранні посадки з натягом визначають допустимі значення найбільшого та найменшого натягу.
Посадки типу![]() мають малий гарантований зазор, що сприяє доброму центруванню деталей і відсутності ударів під час зміни навантаження. При доброму змащенні посадки використовують для спряження шийки колінчатого валу з шатуном у поршневому двигуні, вала ротора турбіни і шпинделя станків, клапанів.
мають малий гарантований зазор, що сприяє доброму центруванню деталей і відсутності ударів під час зміни навантаження. При доброму змащенні посадки використовують для спряження шийки колінчатого валу з шатуном у поршневому двигуні, вала ротора турбіни і шпинделя станків, клапанів.
Посадка![]() використовується для деталей, які повинні легко входити одна в одну, з можливо малим зазором при великих допусках на неточність виготовлення. Маховики, штурвали, рукоятки на квадратах валів; пальці в переводних важільних механізмах; хомути, затискні скоби на валах; посадочні місця лючков, заглушок у корпусах; шарнірні болти в топічних дверцях.
використовується для деталей, які повинні легко входити одна в одну, з можливо малим зазором при великих допусках на неточність виготовлення. Маховики, штурвали, рукоятки на квадратах валів; пальці в переводних важільних механізмах; хомути, затискні скоби на валах; посадочні місця лючков, заглушок у корпусах; шарнірні болти в топічних дверцях.
„ Н7 Н7 , „
Посадки -у— ; ут використовуються для з єднання деталей, які працюють в основному при помірних та сталих швидкостях і при безударному навантаженні (наприклад, вали, що обертаються в підшипниках і шпинделі).
Посадки![]() мають відносно великі зазори і вико ристовуються для рухомих з’єднань при великій довжині втулки й частоті обертання 1000 хв-1 (наприклад, цапф валів із втулками підшипників у відцентрових насосах, у приводах шліфувальних станків і турбогенераторів, валів холостих шківів і коліс, які вільно обертаються).
мають відносно великі зазори і вико ристовуються для рухомих з’єднань при великій довжині втулки й частоті обертання 1000 хв-1 (наприклад, цапф валів із втулками підшипників у відцентрових насосах, у приводах шліфувальних станків і турбогенераторів, валів холостих шківів і коліс, які вільно обертаються).
Посадки![]() характеризуються відносно великими зазорами і використовуються для з’ єднання деталей, що працюють з великими швидкостями, коли за умов роботи деталей допускається неточне центрування (наприклад, у дорожніх та інших машинах).
характеризуються відносно великими зазорами і використовуються для з’ єднання деталей, що працюють з великими швидкостями, коли за умов роботи деталей допускається неточне центрування (наприклад, у дорожніх та інших машинах).
Посадка![]() використовується для з’єднань із гарантованим зазором у конструкціях малої точності та для з’єднань, які працюють в умовах запиленості та забруднення: вали в підшипниках; шестерні та муфти грубих механізмів, які вільно сидять на валах; центруючі буртики кришок двигунів внутрішнього згоряння в кільцевих канавках втулок; штоки водяних вентилів у натискних сальникових втулках та отворів корпусів; вісі важелів, пальців і штирів ілюмінаторів та кришок люків, механізми водонепроникних дверей.
використовується для з’єднань із гарантованим зазором у конструкціях малої точності та для з’єднань, які працюють в умовах запиленості та забруднення: вали в підшипниках; шестерні та муфти грубих механізмів, які вільно сидять на валах; центруючі буртики кришок двигунів внутрішнього згоряння в кільцевих канавках втулок; штоки водяних вентилів у натискних сальникових втулках та отворів корпусів; вісі важелів, пальців і штирів ілюмінаторів та кришок люків, механізми водонепроникних дверей.
Посадка![]() використовується для з’єднань стальних стяжних кілець, обліцовки гребних валів, плунжерів насосів; з’єднань рамових та мотильових шийок колінчастих валів під насадку щік; великих зубчастих венців та ін.
використовується для з’єднань стальних стяжних кілець, обліцовки гребних валів, плунжерів насосів; з’єднань рамових та мотильових шийок колінчастих валів під насадку щік; великих зубчастих венців та ін.
Посадка![]() застосовується для з’єднань втулок у глухих підшипниках і підп’ятниках, товстостінних втулок (без стопорів) для валів портових механізмів; втулок для штирів руля в петлях ахтерштевня; венців зубчастих та черв’ячних коліс та ін.
застосовується для з’єднань втулок у глухих підшипниках і підп’ятниках, товстостінних втулок (без стопорів) для валів портових механізмів; втулок для штирів руля в петлях ахтерштевня; венців зубчастих та черв’ячних коліс та ін.
Використання посадок![]() . У ковзних посадках найменший зазор дорівнює нулю, тому вони знаходяться на межі між нерухомими та перехідними посадками. При доброму змащенні деталі переміщуються одна відносно одної вільно (наприклад, направляючі та пінолі в станках, поршневі штоки в циліндрах насосів і поршневих машин, циліндричні місця посадок розпилювачів форсунок, направляючі клапанів і відсікачів паливних насосів; маховики, шківи та глухі муфти, які сидять на валах на шпонках, при довжині ступки більше діаметру вала; зубчасті колеса та нероз’ємні ексцентрики.
. У ковзних посадках найменший зазор дорівнює нулю, тому вони знаходяться на межі між нерухомими та перехідними посадками. При доброму змащенні деталі переміщуються одна відносно одної вільно (наприклад, направляючі та пінолі в станках, поршневі штоки в циліндрах насосів і поршневих машин, циліндричні місця посадок розпилювачів форсунок, направляючі клапанів і відсікачів паливних насосів; маховики, шківи та глухі муфти, які сидять на валах на шпонках, при довжині ступки більше діаметру вала; зубчасті колеса та нероз’ємні ексцентрики.
Посадка![]() використовується для з’єднань із збільшеним гарантованим зазором у конструкціях малої точності та для з’єднань, які працюють в умовах запиленості та забруднення: клинові шпонки в пазах валів та втулки; пальці та штирі в палубних башмаках, талрепах, петлях, скобах, палубних механізмах; вали в підшипниках; шестерні та муфти грубих механізмів, які вільно сидять на валах; центрируючі буртики кришок двигунів внутрішнього згоряння в кільцевих канавках втулок; штоки водяних вентилів у натискних сальникових втулках та отворів корпусів; вісі важелів, пальців і штирів ілюмінаторів та кришок люків, механізми водонепроникних дверей.
використовується для з’єднань із збільшеним гарантованим зазором у конструкціях малої точності та для з’єднань, які працюють в умовах запиленості та забруднення: клинові шпонки в пазах валів та втулки; пальці та штирі в палубних башмаках, талрепах, петлях, скобах, палубних механізмах; вали в підшипниках; шестерні та муфти грубих механізмів, які вільно сидять на валах; центрируючі буртики кришок двигунів внутрішнього згоряння в кільцевих канавках втулок; штоки водяних вентилів у натискних сальникових втулках та отворів корпусів; вісі важелів, пальців і штирів ілюмінаторів та кришок люків, механізми водонепроникних дверей.
Посадки![]() дають добру точність центрування і забезпечують швидку зборку. Їх використовують для швидкохідних шківів, коліс редукторів, маховичків, рукояток, муфт, установочних коліс.
дають добру точність центрування і забезпечують швидку зборку. Їх використовують для швидкохідних шківів, коліс редукторів, маховичків, рукояток, муфт, установочних коліс.
Раніше, до введення ГОСТу 25347-82 на посадки, діяв ОСТ, у якому позначення посадок були наочнішими. Так гаряча посадка позначалася скороченням Гр; пресова - Пр; легкопресова - Пл; глуха - Г; туга - Т; напружена - Н; щільна - П; ковзання - С; руху - Д; ходова - X; легкоходова - Л. Системі отвору було привласнено символ - «А», системі вала - «В». Для того, щоб легко було орієнтуватися в посадках за ГОСТом, що діє в даний час, а також для полегшення практичного вибору посадок у табл. 8.3 (Частина ІІ. Додаток В) наведемо приклади посадок за системою ОСТ і посадок, що відповідають їм, за ГОСТом 25347-82.