5.5. Виробництво таблеток з покриттям
Для захисту лікарських речовин від дії зовнішніх несприятливих чинників, зменшення їх подразливої дії при прийомі, маскування неприємних органолептичних властивостей препаратів, створення ефекту пролонгації, локалізації фармакологічної дії тверді форми лікарських речовин покривають спеціальними оболонками.
Покриття таблеток залежно від їх складу і способу нанесення поділяють на три групи:
1 — дражовані покриття;
2 — плівкові покриття;
3 — пресовані покриття.
Основне призначення дражованих покриттів — оберігання таблеток від дії зовнішніх чинників, поліпшення зовнішнього вигляду таблеток, маскування неприємного смаку і запаху препаратів. Створення таких оболонок здійснюється у дражувальних котлах, або об- дукторах, які бувають трьох форм: кулястої, еліпсоїдної та грушовидної. Найбільш поширена еліпсоїдна форма, переваги якої полягають у можливості більшого завантаження таблетками, у створенні більшого тиску, отже, зміцнення оболонки, що наноситься. Крім того, в котлах такого типу створюються оптимальні обертальні рухи дражованих таблеток, що прискорює і поліпшує умови нанесення оболонки.
Форма котла, ступінь його завантаження, швидкість обертання, нахил казана до горизонталі, а також площа поверхні таблеток значно впливають па якість покриття. Оптимальна швидкість котла - 18- 20 об/хв., кут нахилу до горизонталі - 30^45°, оптимальне завантаження - 25-30 % від об’єму котла.
Дражована таблетка складається з таблетки-ядра. що містить лікарську речовину, і покриття, що містить комплекс допоміжних речовин.
Таблетка-ядро повинна бути механічно міцна. Таблетки, що підлягають дражуванню, не повинні мати плоскої форми, оскільки вони можуть злипатися в ході процесу. Тому для дражування рекомендуються два типи таблеток:
1 — з середнім овалом поверхні, глибина складає близько 15 % діаметра, висота по центру - 25-30 % діаметра (R = 0,750);
2 - із стандартною кривизною поверхні (малий овал), глибина кривизни складає 10 % діаметра, висота по центру — не менше 25 % діаметра таблетки (R = 1,10).
У вітчизняній промисловості дражоване покриття ділиться на цу- крово-борошняне і суспензійне. Процес цукрово-борошняного дражу- вання включає 4 послідовних операції: грунтовку (обволікання), напластовування (обкатку), шліфовку і глянсування.
Процес дражування є трудомістким, тривалим (від 8 до 80 год ), відрізняється трудністю механізації і автоматизації, утворюється значна товщина оболонки на таблетках, покриття не захищає таблетку- ядро від дії вологи повітря і т.д.
Останньою стадією процесу покриття таблеток на основі цукрових сиропів є операція глянсування, тобто надання таблеткам блиску, товарного вигляду. Здійснюють цю операцію двома способами.
За першим способом готують глянсувальну мастику такого складу:
Воску бджолиного - 45 частин
Масла вазелінового (олії соняшникової) — 45 частин
Тальку - 10 частин
Глянсувальну мастику в кількості 0,05-0,06 % наносять на теплі таблетки, що обертаються, і дають таблеткам вільно обертатися 30-40 хв. Після чого таблетки обсипають невеликою кількістю тальку для прискорення отримання глянцю.
За другим способом відполіровані таблетки завантажують у спеціальний котел, стінки якого покриті воском. Обертання котла включають на 1,5-2 і од. і таким чином отримують глянець.
Суспензійний метод. Розроблена технологія дражування таблеток з використанням суспензії, дисперсійним середовищем якої є 70 %-ний цукровий сироп. До складу суспензії входять: цукровий пісок - 58 %, вода - 24,85 %, полівінілпіролідон (пластифікатор) - 0,75 %, магнію карбонат основний - 13,4 %, тальк - 1 %, титану діоксид - 1 %, аеросил (стабілізатор суспензії) - 1 %. Суспензію вносять до дражувального котла в кількості 4-5 % до маси таблеток. Після рівномірного розподілу суспензії продовжують обкатку протягом 3—5 хв. без подачі повітря, а потім з подачею нагрітого повітря (40^-5 °С) протягом 2-4 хв. Ці операції повторюють до отримання таблеток заданої маси. Суміш для глянсування складається з 45 % бджолиного воску, 45 % масла вазелінового і 10 % тальку; суміш вводиться в кількості 0,05 %. Процес глянсування займає 30-40 хв.
Метод поширений тому, що дозволяє автоматизувати процес дражування.
Для отримання таблеток методом дражування на виробництві використовують не тільки дражувальні котли, але й автоматичні лінії, виготовлені у ФРН (фірма “Steinberg”) і в Італії (фірма “Pellegrini”).
Суспензійний метод покриття таблеток дозволив автоматизувати процес, зменшити трудовитрати, підвищити продуктивність праці у 3-5 разів.
Ця технологія поліпшила якість покритих таблеток:
- знизилася середня маса;
- покращився товарний вигляд;
- підвищилася стабільність покритих таблеток;
- підвищився термін придатності препаратів з 1 до 4 років;
- виключений харчовий продукт - борошно, яке призводить до розтріскування покриття.
Плівковим покриттям називається тонка (близько 0,05-0,2 мм) оболонка, що утворюється на таблетці після висихання нанесеного на її поверхню розчину плівкоутворюючої речовини. Вони мають такі переваги:
- можливість вибіркової розчинності таблеток у шлунку або кишечнику;
- регулювати швидкості адсорбції лікарських речовин;
- можливість поєднання в одній лікарській формі несумісних лікарських речовин;
- збереження фізичних, хімічних та механічних властивостей таб- леток-ядер при нанесенні плівкових покриттів;
- збереження первинних геометричних параметрів таблеток, їх форми, маркування, фірмових позначень;
- можливість автоматизації процесу покриття, інтенсифікації виробництва і скорочення виробничих площ.
Залежно від розчинності плівкові покритгя поділяють на такі групи:
- водорозчинні;
- розчинні у шлунковому соку;
- кишковорозчинні;
- нерозчинні.
Водорозчинні покриття поліпшують зовнішній вигляд таблеток, коригують їх смак і запах, захищають від механічних ушкоджень.
Покриття, розчинні у шлунку, оберігають таблетки від дії вологи повітря, вони руйнуються в організмі упродовж 10-30 хв.
Кишковорозчинні покриття захищають лікарську речовину, що міститься в таблетці, від дії кислої реакції шлункового соку, оберігають слизову оболонку шлунка від подразливої дії деяких ліків, локалізують лікарську речовину в кишечнику, пролонгуючи певною мірою її дію. Кишковорозчинні покриття мають також більш виражений, ніж у ви- щеперерахованих груп покриттів, вологозахисний ефект.
Процес розчинення ентеросолюбільних оболонок в організмі обумовлений дією на них комплексу ферментів та різних солюбілізуючих речовин, що містяться в кишечному соку.
Для одержання кишоворозчинних покриттів застосовують природні речовини: шеллак, віск карнаубський, казеїн, кератин, парафін, церезин, спермацет, спирт етиловий, а також синтетичні продукти, сте- кислоту аринову у поєднанні з жирами і жовчними кислотами, бутил- стеарат, фталати декстрину, сорбіту, полівінілового спирту, моносукци- нати ацетилцелюлози, метилфталілцелюлози.
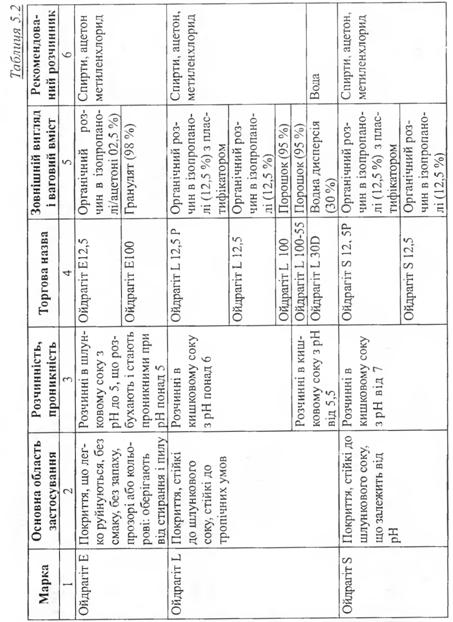
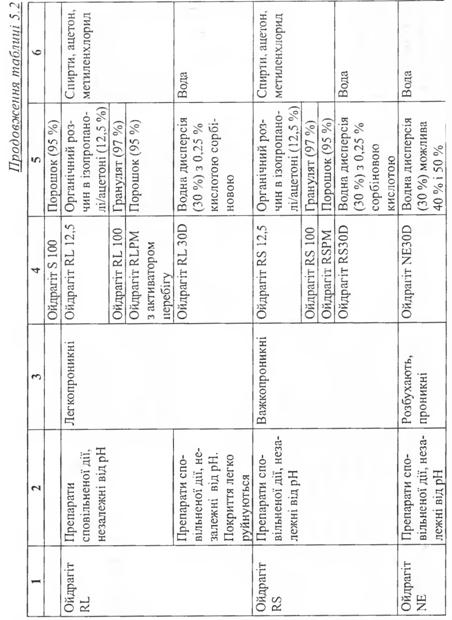
Дуже широко в якості плівкоутворювачів, як для шлункових, так і для кишковорозчинних покриттів, застосовуються „ойдрагіти”, що мають певне призначення, вказане у табл. 5.2.
Раніше для отримання кишковорозчинних покриттів використовували ацетилфталілцелюлозу як речовину, найбільш стійку до дії шлункового соку. Перераховані плівкоутворювачі наносять на таблетки у вигляді розчинів в спирті етиловому, спирті ізопропіловому, ацетоні, толуолі або в сумішах указаних розчинників. Для отримання забарвлених оболонок до розчинів додають пігменти і барвники.
|
|
|
|
Кишковорозчинні покриття витримують (2-4 год. і більше) дію шлункового соку, що дозволяє таким таблеткам у незмінному вигляді пройти через шлунок, у кишечнику вони розпадаються упродовж 1 години, забезпечуючи вивільнення лікарської речовини.
Нерозчинні покриття. Основне призначення покриттів даного типу — захист таблетки від механічного ушкодження та від дії атмосферної вологи, усунення неприємного запаху і смаку лікарської речовини, пролонгація її дії. До таких покриттів відносять етилцелюлозу, монолаурат поліетиленсорбіту, поверхнево-активні речовини та ін.
Механізм вивільнення лікарської речовини із таблеток з нерозчинними оболонками полягає у наступному. Після надходження таблетки у шлунково-кишковий тракт травні соки проникають у неї крізь мікропори оболонки і викликають або розчинення вмісту оболонки, або його набухання. У першому випадку розчинені речовини дифундують через плівку у зворотному напрямку - в бік шлунково-кишкового тракту під впливом різниці концентрацій, у другому - відбувається розрив оболонки за рахунок збільшення об’єму таблетки, після чого лікарська речовина вивільняється звичайним способом.
Існує три способи нанесення плівкових покриттів на таблетки:
- занурення в розчин плівкоутворюючої речовини:
- напластовування у дражувальному котлі або в сучасних установках на базі барабана;
- отримання покриття у псевдозрідженому шарі.
Перший спосіб оснований на зануренні таблеток по черзі то однією, то другою стороною в покриваючий розчин. Таблетки фіксуються за допомогою вакууму на металевому перфорованому листі спеціальної машини, продуктивність якої складає 5—8 тис. покритих таблеток за годину. Машини подібного типу випускаються фірмою “Артур Кол- тон”. Цей спосіб достатньо складний і придатний лише для нанесення на таблетки в’язких, але не дуже клейких розчинів, у зв’язку з недостатньо високою продуктивністю застосовуються рідко.
Раніше найширше застосовувався спосіб нанесення плівкових оболонок у дражувальному котлі. Цей спосіб недорогий, може застосовуватися для розчинів практично будь-якої в’язкості, має високу продуктивність.
Для нанесення покриття двоопуклі таблетки поміщають у дра- жувальний котел, який в період роботи обертається із швидкістю 20 -25 об/хв. Перед початком процесу покриття з поверхні таблеток видаляється пил за допомогою сильного повітряного струменя. Покриваючий розчин вводять у котел шляхом періодичного розбризкування за допомогою встановлених біля отвору форсунок. Для сушки оболонок таблетки обдувають у теплим струменем.
Нині для нанесення плівкових покриттів на таблетки-ядра заводи обладнуються установками типу ОБ (Італія) на базі котла “Пелегрі- ні” з горизонтальною віссю обертання, з комплектом універсального устаткування типу “Мультисистема” з об’ємом продуктового барабана 25 л, установка також барабанного типу “Нікомак” фірми “Нікомак” (Італія), автомат для нанесення покриттів типу “Авто коатер-48” фірми “ЕРПАК ЕКСПОРТ” (Індія), продуктивністю 125-150 кг.
Фармацевтичні підприємства також обладнуються устаткуванням багатофункціонального призначення: для отримання гранул в умовах зваженого шару; для нанесення плівкового покриття. Це установки типу “Хютлін”, які є на таких підприємствах, як “Інтерхім” (Одеса), “Фарма Старт” (Київ).
Нанесення оболонок пресуванням (“сухі” покриття) здійснюють за допомогою таблеткових машин типу “Драйкота” англійської фірми “Манесті” або вітчизняної РТМ-24 Д. Машина являє собою здвоєний агрегат, що складається з двох роторів (рис. 5.7).
На першому роторі звичайним способом пресуються таблетки- ядра двоопуклої форми, що передаються за допомогою спеціального транспортуючого пристрою на другий ротор, де наноситься покриття за схемою. Спочатку відбувається заповнення гнізда матриці порцією грануляту, необхідного для утворення нижньої частини (половини) покриття, потім на гранулят по спеціальних напрямах з першого ротора подається таблетка-ядро, на яку наноситься покриття. Після фіксації таблетки точно по центру гнізда матриці нижній пуансон дещо опускається, після чого відпускається верхній пуансон, який злегка упресовує таблетку-ядро в порцію грануляту, що знаходиться
|
Рис. 5.7. Таблеткова машина подвійного пресування фірми “Манесті” |
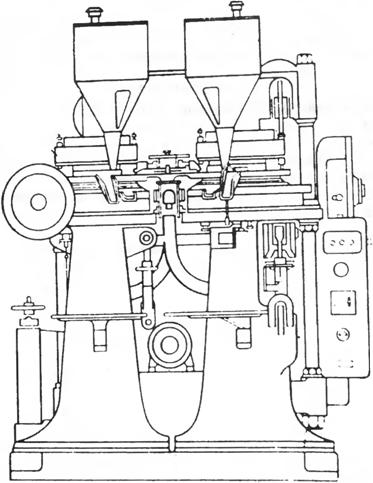
під нею, що створює над таблеткою простір для заповнення другої порції грануляту.
Після подачі цієї порції відбувається остаточне формування покриття шляхом пресування (одночасно верхнім і нижнім пуансоном). На завершальній стадії здійснюється виштовхування таблетки, покритої оболонкою.
Продуктивність машини 10 500 таблеток за годину.
До недоліків цього методу слід віднести: значну витрату матеріалу для покриття, збільшення маси і розміру таблеток, нерівномірність оболонки по товщині, порушення центрування ядра.