8. Виробництво супозиторіїв
Все більшого поширення в медичній практиці всіх країн набувають супозиторні ліки. Це пояснюється їх позитивними властивостями і відсутністю негативних ефектів, характерних для пероральних та ін’єкційних ліків.
Супозиторні ліки можуть виявляти як загальну, так і місцеву дію на організм.
Супозиторії - тверді однорідні лікарські засоби, що містять одну або декілька діючих речовин і допоміжні компоненти (носії). Вони тверді при кімнатній температурі і розплавляються або розчиняються при температурі тіла.
Розрізняють супозиторії ректальні (свічки), вагінальні і палички.
Ректальні супозиторії можуть мати форму конуса, циліндра із загостреним кінцем або іншу форму з максимальним діаметром 1,5 см.
Маса одного супозиторія повинна знаходитися в межах від І до 4 г. Маса супозиторія для дітей повинна бути від 0,5 до 1,5 г.
Для виробництва супозиторіїв використовуються ліпофільні, гідрофільні основи та їх суміші.
Класичною ліпофільною основою для виготовлення супозиторіїв є масло какао. Застосовують також сплави масла какао з парафіном і гідрогенізованими жирами, твердий жир, ланоль, сплави гідрогенізо- ваних жирів з воском, твердим парафіном та ін.
Сучасні гідрофільні основи представлені в основному поліетиле- ноксидами - конденсованими полімерами етиленоксиду. Промисловістю випускаються поліетиленоксиди, що розрізняються молекулярною масою, - ПЕО-400, 1500, 2000. 4000, 6000.
Супозиторії в промислових умовах виготовляють наступними способами:
- виливанням розплавленої маси у форми;
- пресуванням на спеціальному устаткуванні.
Найчастіше застосовується виливання розплавленої маси у спеціальні форми.
Промислове виробництво супозиторіїв цим способом проводиться за такою технологічною схемою:
1. Підготовка виробництва (підготовка приміщень, устаткування і персоналу).
2. Приготування основи.
3. Підготовка лікарських речовин і введення їх в основу.
4. Гомогенізація супозиторної суміші.
5. Виливання, фасування і пакування супозиторіїв.
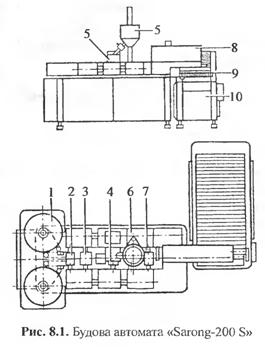
Найчастіше використовується для виливання (формування) супозиторіїв автоматична лінія “Sarong 200 S” із безпосереднім дозуванням маси у формовані осередки з полівінілхлоридної плівки з подальшим укладанням продукції в пачки.
Зовнішній вигляд автоматизованої лінії і схема її будови представлені на рис. 8.1.
Принцип роботи даної лінії полягає в наступному: із двох рулонів (І) надходить алюмінієва фольга, яка на ріжучому інструменті (2) розрізається у вертикальному напрямі, а потім обидві стрічки формуються в чашоподібні половини (3), які з’єднуються в компактну форму і термозварюються (4). При цьому вгорі кожної форми залишається відкритим наповнювальний отвір, через який голкою подається супозиторна маса. Таким чином, упаковка одночасно служить формою для виливання супозиторіїв. Резервуар (5) містить приблизно 30 л маси, що підігрівається паровою сорочкою при безперервній роботі мішалки. Дозування здійснюється насосом. Після заповнення форм упаковка герметично закривається (6) і забезпечується (7) між окремими звареними супозиторіями, додатково, поперечними ребрами жорсткості (холодне тиснення). Далі із стрічки нарізують смужки по певній кількості супозиторіїв (8) (9). Відрізану смужку охолоджують (10), автомат викидає готову упаковку, зовнішня поверхня фольги (товщина 40 мкм) покрита розтягнутою поліпропіленовою плівкою (12,5 мк), внутрішня - нашарована поліетиленом високого тиску. Продуктивність пристрою 1000—2000 шт. за годину. Після формування супозиторії відбраковуються по вигляду, проводиться їх аналіз. Сушать супозиторії при температурі 10-15 °С упродовж 2-3
|
|
годин з додатковим обдуванням повітрям для видалення охолоджуючих і змащуючих компонентів.
Готові супозиторії надходять на фасування і пакування за допомогою напівавтоматів. Контурні упаковки поміщають в картонні коробки, вкладають листівку-вкладиш, проставляють на етикетці номер серії і термін придатності.
Зберігають готову продукцію в сухому, захищеному від світла місці при температурі не вище 20 °С.
Важливе значення в удосконаленні технології супозиторіїв має спосіб нетермічного приготування цієї лікарської форми шляхом пресування композицій охолоджених і подрібнених основ з лікарськими речовинами.
Перевага цього методу полягає в можливості запобігання деструкції термолабільних лікарських речовин і відсутності седиментації діючої речовини.
У процесі виготовлення пресованих супозиторіїв потрібно докладати незначні зусилля виштовхування, оскільки частинки жирової основи відіграють роль ефективного мастила у пристінковому шарі через їх інтенсивну пластичну течію
ДФУ пред’являє до супозиторіїв наступні вимоги: вони повинні мати однорідну масу, однакову форму і необхідну твердість, яка забезпечує зручність застосування.
Однорідність перевіряється візуально на поздовжньому зрізі по відсутності вкраплень.
Крім того, фармакопея регламентує визначати середню масу супозиторіїв і відхилення від неї.
Для супозиторіїв, приготованих на ліпофільних основах, визначають температуру плавлення, яка не повинна перевищувати 37 °С. Якщо визначити температуру плавлення складно, визначають час повної деформації, який повинен складати не більше 15 хв.
Для супозиторіїв, виготовлених на гідрофільних основах, визначають час розчинення. Супозиторії повинні розчинятися протягом 1 години.
У супозиторіях визначають кількісний вміст і однорідність дозування діючих речовин, час повної деформації, товарний вигляд.