1.4.3. Точність обробки і шорсткість поверхонь при різних методах обробки
Механічна обробка деталей та вузлів електромеханічних перетворювачів займає значне місце в технологічному процесі їх виготовлення. Такій обробці піддаються їх активні та конструкційні елементи з метою надання їм заданих розмірів і розташування відносно інших елементів, що необхідне для нормального функціонування цих перетворювачів.
Про значення механічної обробки деталей та вузлів електромеханічних перетворювачів можна судити з таких прикладів: при виготовленні асинхронних машин серії 4А потужністю від 0,16 до 400 кВт механічна обробка становить 15-25% від загальної трудомісткості виготовлення машин, для машин постійного струму потужністю до 200 кВт -25 - 40 %, а в деяких випадках, зокрема, коли до машин висуваються високі вимоги щодо рівня акустичних шумів, вібрацій, довговічності та надійності, а також при продукуванні вимірювальних та виконавчих електричних машин трудомісткість механічної обробки сягає 45 - 50 %, що зумовлено значним підвищенням вимог до якості цього виду обробки.
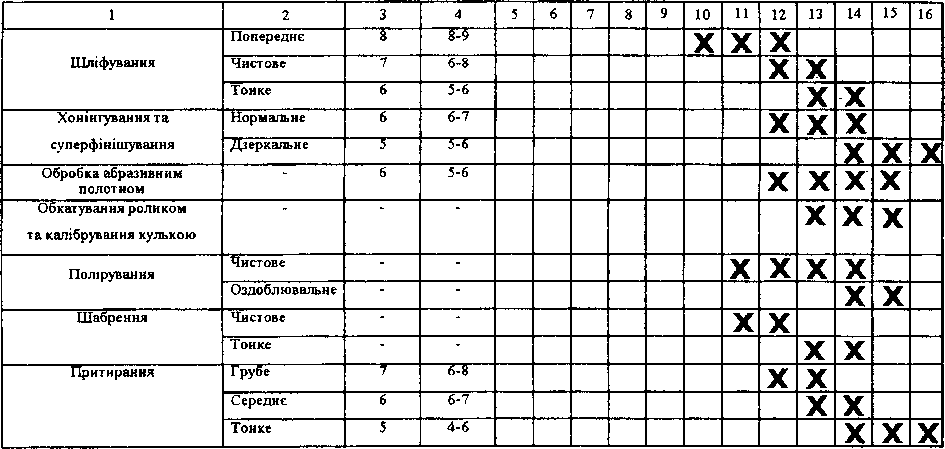
З досвіду проведення механічної обробки деталей різних видів встановлено, що існуюче обладнання, інструмент та пристрої, необхідні для виконання технологічних операцій, дозволяють забезпечити показники якості обробки, які наведені в табл. 1.2.
Обробка циліндричних поверхонь деталей електричних машин загального призначення виконується за 7 - 9 квалітетами точності, а для машин з високими вимогами до їх якості - за 6 - 7 квалітетами. Шорсткість
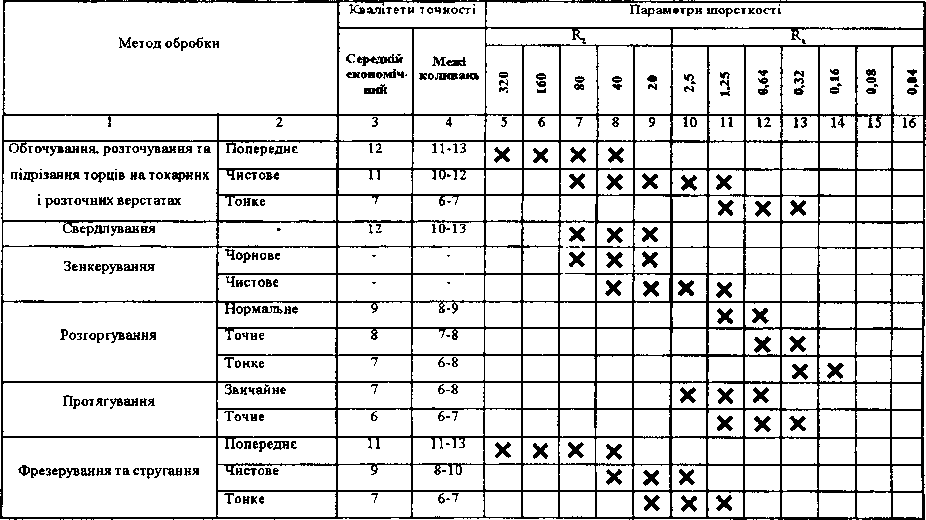
таких, поверхонь сягає Rа = 0,32 - 0,16 мкм. Лінійні розміри цилінд-ричнйх. поверхонь, які визначають взаємне розташування активних елементів, як правило, мають точність не вище 9-11 квалітетів, інші лінійні розміри виконуються за 12-14 квалітетами. Обробка плоских поверхонь деталей, які сполучаються з іншими, залежно від типу посадки, виконується за 8 - 10 квалітетами, інші плоскі поверхні оброби ляються за 12 - 14 квалітетами.