2.1.3. Похибки базування
Цей вид похибки залежить від правильності вибору поверхні деталі (бази), по якій вона буде спиратися на елементи, що використовуються для закріплювання її на верстаті під час обробки. Такими поверхнями необхідно вибирати поверхні деталей, що зв’язані точним розміром з поверхнею, яка підлягає обробці на цій операції.
Припустимо, що на фрезерному верстаті необхідно обробити поверхню А втулки, показаної на рис. 2.6, а, і при цьому треба витримати розмір 100 мм з точністю до ±0,1 мм. к
Аналізуючи креслення встановлюємо, що при обробці поверхні А використовувати для базування деталі поверхні Г \ В не можна
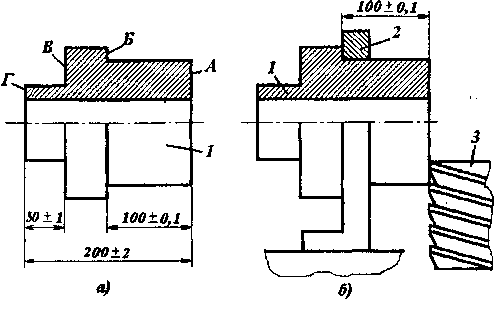
Рис. 2.6. Базування втулки при обробці поверхні А:
1 - втулка; 2 - пристрій для закріплювання втулки на столі фрезерного верстата
тому що через точність, з якою витримуються розміри 50 і 200, неможливо дотриматися розміру 100 з заданою для нього точністю. Тому, для виконання цієї операції необхідно використати поверхню Б, а деталь можна встановити на верстаті, наприклад, так, як це показано на рис. 2.6, б. Похибка виконання розміру 100 у цьому разі буде визначатися похибками налагоджування, встановлювання і обробки.