2.3.4. Економічна точність обробки
Продуктивність праці і собівартість виготовлення деталей значною мірою залежать від вимог до точності і шорсткості поверхні, які висуваються до деталей, що обробляються. Зазначені показники визначаються сукупністю таких чинників: яке обладнання використано в технологічному процесі, які використовуються різальні і вимірювальні інструменти, яка кваліфікація виконавців тощо.
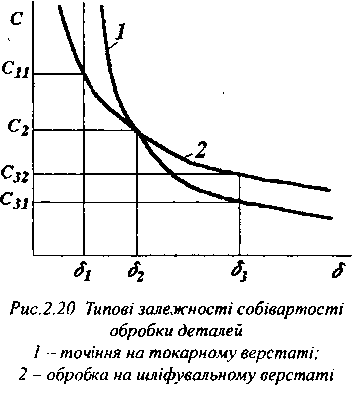
На рис. 2.20 показані характерні залежності собівартості обробки С деталей однакової форми і розмірів залежно від значення допуску на розміри 8 при виконанні робіт на токарному (крива 1) і шліфувальному (крива 2) верстатах. З рис. 2.20 видно, що при допуску δ3 задану точність можна досягнути як на токарному, так і на шліфувальному верстатах, але видатки на продукування деталей в першому випадку С31 і будуть меншими, ніж в другому - С32. При допуску δ3 різниці у видатках на виготовлення нема, а виготовлення деталі з допуском, меншим δ1 на токарному верстаті практично неможливе. Зі збільшенням швидкості різання трудомісткість і собівартість обробки спочатку зменшуються (рис. 2.21), а потім, після переходу через значення
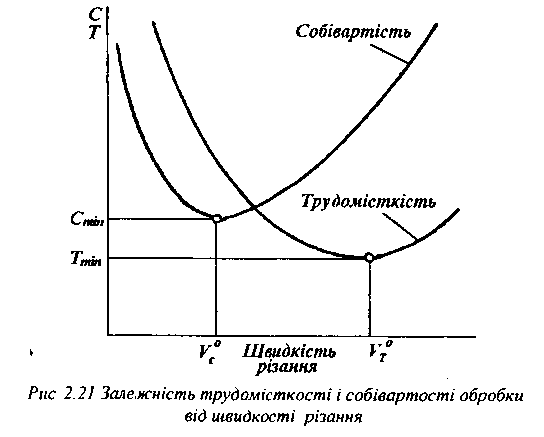
 починають зростати, що зумовлено зношуванням різального інструмента і витратами часу на його заміну.
починають зростати, що зумовлено зношуванням різального інструмента і витратами часу на його заміну.
Необхідно зауважити, що оптимальні, швидкості різання, які відповідають мінімальним затратам часу Тmin і мінімальній собівартості Сmin, не збігаються.
Вибір швидкості різання здійснюється для кожного конкретного випадку з врахуванням діючих обставин (степінь терміновості завдання, завантаження верстата, можливостями інструментального господарства з відновлення інструмента тощо).
Економічна ефективність технологічних процесів значною мірою залежить від обсягів виробництва. Відомо, що придбання високопродуктивних, але дорогих верстатів виправдане тільки при широкомасштабному виробництві.