3.4. Катані заготовки
Прокатування - технологічний процес обробки металу тиском, при якому за допомогою обтискання вихідної заготовки між валками прокатного стану їй надається необхідна форма і розміри.
Розрізняють декілька видів прокатування: поздовжнє, поперечно-клинове та інші.
Методами поздовжнього прокатування виготовляють листові та сортові заготовки різних конфігурацій.
Листовий прокат, що продукується металургійними підприємствами, можна виготовляти з різних металів: сталь,
алюміній та його сплави, мідь та сплави на її основі, титан тощо. Товщина листового прокату залежить від матеріалу, з якого він виготовляється: сталевий прокат -від 0,08 до 160 мм, алюмінієві сплави - від 0,3 до 100 мм, мідні сплави - від 0,4 до 25 мм, сплави титану - від 0,3 до 10,5 мм. Прокат поставляється у вигляді листів з розмірами від 500x1000 до 2000x6000 мм, полос завширшки від 3 до 80 мм, в рулонах завширшки до 1200 мм та стрічок завширшки до 600 мм.
Сортовий прокат продукується у вигляді круглих, квадратних, шестикутних прутків та у вигляді кутників, швелерів та двотаврових балок різних розмірів.
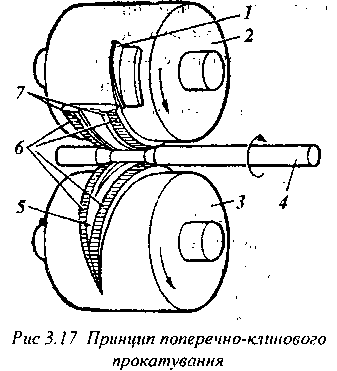
Поперечно-клинове прокатування використовується для отримання заготовок, які мають мінімальні припуски для обробки при виготовленні, наприклад, деталей типу вал.
На рис. 3.17 показана схема поперечно-клинового прокатування, яке застосовують при масовому виробництві, заготовок валів електричних машин середньої потужності. Розпечений пруток 4 встановлюється між вальцями 2 і 3, на поверхні яких закріплено робочий інструмент 5, що має ребристі поверхні 6, призначені для попереднього деформування заготовки, і вирівнювальні поверхні 7. Обидва вальці обертаються в один бік, а заготовка - в інший. Вальцювання здійснюється за один оберт вальців. Різець 1 призначений для відокремлення прутка готової заготовки.