5.1. Види робіт, які виконують на токарних верстатах
Основним видом робіт, який виконують на токарних верстатах, є точіння.
Залежно від виду поверхонь, що обробляються, точіння прийнято поділяти на такі різновиди.
Обточування зовнішніх циліндричних, рис. 5.1, а, конічних і фасонних поверхонь. Для виконання цього різновиду токарних робіт використовують прохідні 2, 3 \ упорно-прохідні різці 1.
Розточування внутрішніх циліндричних (рис. 5.1,6) конічних і фасонних поверхонь. Ці роботи виконують з застосуванням розточиш різців 4, 5.
Підрізання торців (рис. 5.1, в) яке виконують з використанням підрізних різців 6.
Відрізання (рис. 5.1, г), яке здійснюють з використанням відрізних різців 7.
Обробку фасонних поверхонь (рис. 5.1, д) - з використанням фасонних різців 8.
Нарізання зовнішньої різі (рис. 5.1, е) і внутрішньої різі - з використанням різевих різців 9.
Методами точіння виконують зовнішні та внутрішні канавки, виточують галтелі, знімають фаски тощо.
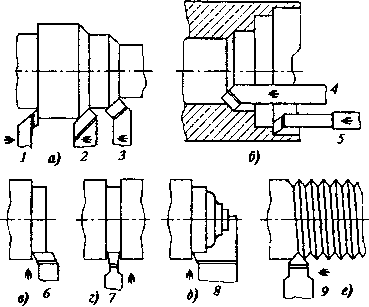
Рис. 5.1. Різновиди точіння та різці, • :'
які використовують для виконання робіт
За напрямом руху різці поділяються на праві - 2, 3, 4, ліві - 1 та радіальні 6, 7 і 8.
За формою головки різці бувають прямі - 2, 8, відігнуті - 1, 3, 4, 5, 6, відтягнуті - 7, 9 і зігнуті.
За конструкцією розрізняють різці монолітні та з твердими вставками.
Монолітні різці виготовляють з вуглецевих інструментальних сталей марок У7А. У8А, У10А та інших, а також з швидкорізальних сталей марок Р18, Р12, Р6МЗ, Р9К10 та інших.
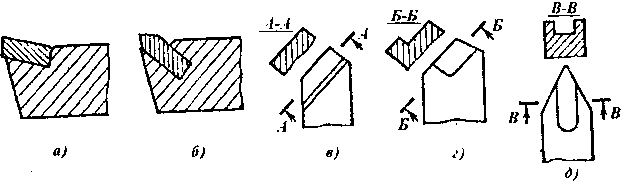
Рис 5.2 Форми пазів під пластину, а - паз під переднім кутом, б - закритий паз; в - відкритий паз; г - напівзакритий паз. д - закритий паз
Різці з твердими вставками бувають двох типів: з напаяними привареними твердими пластинами та з механічним закріпленням пластин.
У першому випадку на державці різця, виконаної з конструкційних сталей, попередньо виконують паз тої чи іншої форми: відкритий, напівзакритий, закритий (рис. 5.2), в якому припаюванням закріплюють пластини з твердого сплаву.
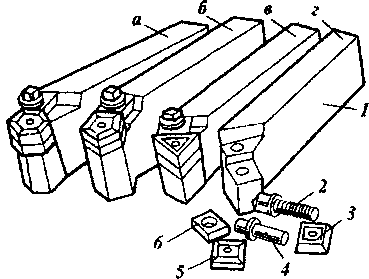
Рис 5.3. Різці з багатогранними твердими пластинами, що закріплюються за допомогою гвинтових затискачів: а - з шестигранною, б- з п 'ятигранною, в-з тригранною; г - чотиригранною; 1 - державка; 2 - гвинт; 3 - клиновидна пластина; 4 - вісь, 5 - різальна пластина з твердого сплаву; б - підкладка, виконана з твердого сплаву
У другому випадку для закріплювання твердих вставок використовують гвинтові затискачі, які забезпечують надійну фіксацію багатокутних пластинок на державках (рис. 5.3).
Тверді вставки виготовляються з металокерамічних сплавів, міне-рало-кераміки, композитів або алмазів.
Найбільшого поширення набули вольфрамокобальтові сплави (група ВК) і гитановольфрамокобальтові (групи ТВК або ТК).
Сплави марок ВК2, ВК4, ВК6 і ВК8 застосовують для обробки чавуну, сталі, кольорових металів та їх сплавів за наявності ударних навантажень на різці.
Сплави марок Г5К10, Т14К8, Т15К6, Т30К4 мають кращу стійкість до зношування, але вони більш крихкі, ніж сплави групи ВК.
Застосовують мінералокерамічні тверді вставки марок ЦМ-322, ВОК-бО, ВОК-63, та інші. Ці матеріали дозволяють підвищити швидкість різання, але мають велику крихкість, що виключає можливість їх використання на чорнових операціях.
Режими різання під час точіння характеризуються такими параметрами:
• швидкість різання (V) - колова швидкість точки, взятої на найбільшому діаметрі заготовки'Д м/хв;
де п - швидкість обертання заготовки, об/хв;
• подача (S) - величина переміщення ріжучої кромки різця в напрямку руху подачі за одиницю часу або за один оберт заготовки. При точінні розрізняють поздовжню Sпз і поперечну Sпп подачі;
• глибина різання (t) - розмір шару металу, який зрізують;
• товщина шару, який зрізують (а) вимірюється в напрямку, нормальному до ріжучої кромки різця, між двома послідовними положеннями площини різання за один оберт заготовки
де φ- кут нахилу різальної кромки різця до утворюючої циліндричної заготовки;
• ширина шару, який зрізують (a) відстань між точками, взятими на поверхні заготовки, виміряна вздовж різальної кромки різця
властивості матеріалів і умови їх обробки в кожному конкретному випадку точіння; Т- період стійкості інструмента.
Крім точіння на токарних верстатах виконують й інші роботи: свердління центральних отворів, їх зенкування та розточування, нарізання внутрішніх різей за допомогою мечиків, нарізання зовнішніх різей з використанням плашок, обкатування внутрішніх та зовнішніх поверхонь роликами та кульками, пряме, косе та перехресне рифлення зовнішніх поверхонь, суперфінішування та інші види робіт.
Таблиця 5.1
Точність обробки зовнішніх і внутрішніх циліндричних поверхонь на токарних верстатах
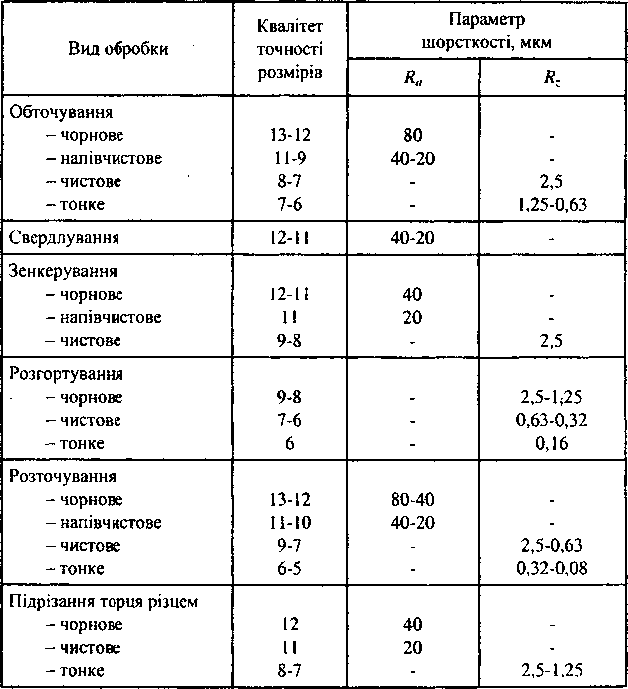
Кількість операцій при токарній обробці та їх послідовність залежать від конфігурації, точності та якості поверхонь деталей, які оброблюють. Орієнтовні дані щодо точності обробки на верстатах токарної групи наведені в табл. 5.1.