5.3.2. Обробка деталей у патронах
У патронах обробляють деталі відносно невеликої довжини. Деталь, яка встановлена в патроні, має відкритий торець, що дає змогу обробляти зовнішні і внутрішні поверхні. Деталі можна затискати за зовнішню (рис. 5.23, аг і 5.23,6) і внутрішню (рис. 5.23, в і 5.23, г) поверхні.
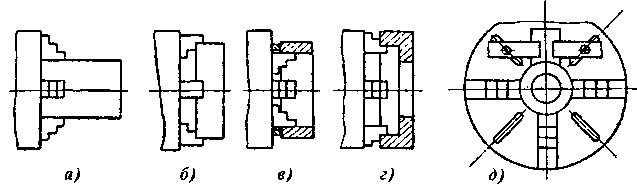
Рис 5 23. Обробка деталей у патронах а, б - затиск деталі в патроні за зовнішню поверхню; в, г- затиск деталі в патроні за внутрішню поверхню; д закріплювання деталі на планшайбі
За конструкцією затискної частини патрони поділяються на патрони з ручним і механічним затиском, на кулачкові та цангові.
Частіше застосовують трикулачкові самоцентрувальні патрони (рис. 5.24, а) Перехідний фланець 1 патрона з’єднують з корпусом 2, в середині якого є три малих конічних зубчастих колеса 6, розташованих під кутом 120°, і велике конічне колесо 5, на правому торці якого виконана спіральна канавка. У цю канавку входять основи 3 кулачків 5. При обертанні ключем колеса 6 всі три кулачки пересуваються до осі або від осі обертання патрона.
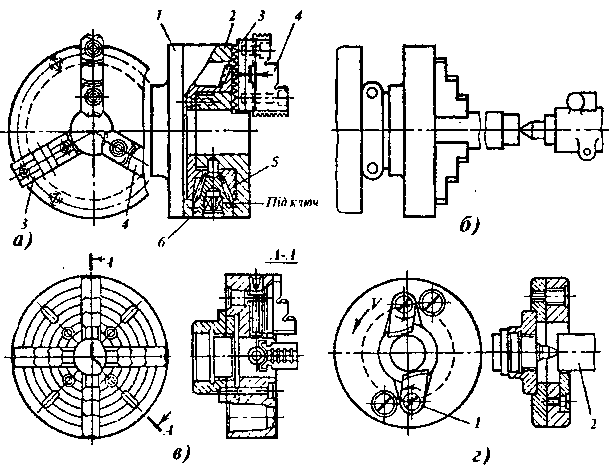
Рис 5.24 Конструкція патронів токарних верстатів. а - самоцттрувальний трикулачковий патрон; б - схема застосування патрона 4 сполученні з заднім центром, в чотирикулачковий патрон, г поводковий патрон з кулачками
Для обробки несиметричних заготовок застосовують чотирику-лачкові патрони (рис. 5.24, б). У такому патроні кожен з кулачків пересувається окремо, що дозволяє встановлювати в ньому деталі довільної форми. Якшо деталь неможливо закріпити в такому патроні, то її обробляють на планшайбі (рис. 5.23, д). Планшайбами Зокрема споряджені всі токарно-карусельні і токарно-лсібові верстати.
У цангових патронах деталь закріплюється в розрізній гільзі, яка називається цангою (рис. 5.25). Такі патрони широко застосовують для затискання пруткових матеріалів з різними поперечними перетинами (круглі, шестигранні, квадратні, спеціальні профілі). їх використовують на револьверних верстатах і автоматах, а на токарних верстатах для затискання і чистової обробки попередньо обточених деталей. Перевагою цих патронів перед трикулачковими є те, що вони не пошкоджують поверхні, за яку затискається деталь, і дають більш високу точність центрування (до 0,03 - 0,05 мм).
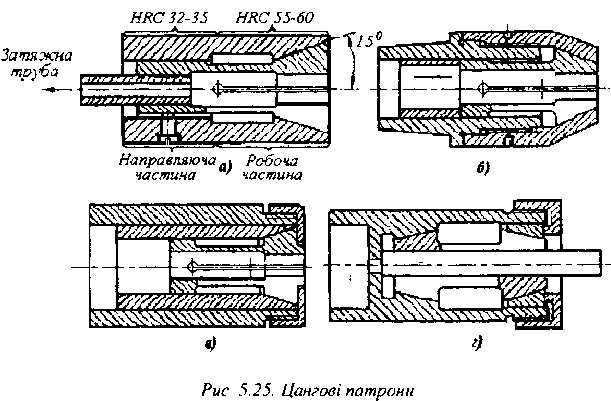
При затисканні заготовки цанга втягується в конусне гніздо (рис. 5.25, я), або всувається в нього (рис. 5.25, б). Крім того, цангу можна затискати гайкою і мати упор (рис. 5.25, в, 5.25, г). Допустимі коливання діаметра виробу в місці закріплення не повинні мати відхилень більше ніж за 12 - 13 квалітетами.
До патронів з механічним затиском належать пневматичні, гідравлічні, електромеханічні тощо. Такі патрони використовують у серійному та масовому виробництвах, що пояснюється їх високою швидкодією і надійним затисканням. Недоліком таких патронів є те, що вони потребують переналагоджування при суттєвій зміні розмірів оброблюваних деталей.