5.3.3. Обробна деталей на оправках
Обробку деталей на оправках використовують тоді, коли необхідно досягнути високого рівня коаксіальності поверхні, що оброблюється, відносно поверхні, вісь якої обрана за базову; при обробці деталей з малою осьовою довжиною, які неможливо затиснути в патронах; при обробці зовнішніх поверхонь, ексцентричних відносно отвору та в інших випадках.
За способом встановлення оправок на верстаті вони поділяються на центрові, тобто такі, що встановлюються в центрах верстата, і консольні, які закріплюються на шпинделі або в патроні. За конструкцією центрувальних елементів оправки поділяються на жорсткі та розтискні.
У техніці застосовують три типи жорстких оправок: конусні, циліндричні і шліцеві.
Конусні оправки (рис. 5.26, а) застосовують для обробки деталей з циліндричним отвором. Крутний момент передається деталі за рахунок сил тертя між оправкою і напресованою на неї деталлю. Конусність таких оправок знаходиться в межах
Чим більша точність отвору, тим меншою може бути конусність, а отже, вища точність центрування деталі, краща передача крутного моменту і менші перекоси деталі. Діаметр оправки О повинен бути на 0,01-0,02 мм більшим від верхнього граничного розміру отвора.
На циліндричні оправки деталі можна встановлювати по посадках з проміжком або з натягом, рис. 5.26, б і 5.26, в.
Оправки, на які деталі встановлюють по посадках з проміжком, мають бурт (рис. 5.26, б), до якого притискається деталь. Перевагами таких оправок є простота виготовлення, надійність фіксації, можливість одночасної обробки декількох деталей за одну установку. Недоліками є невисока точність центрування і неможливість обробки торцевих поверхонь.
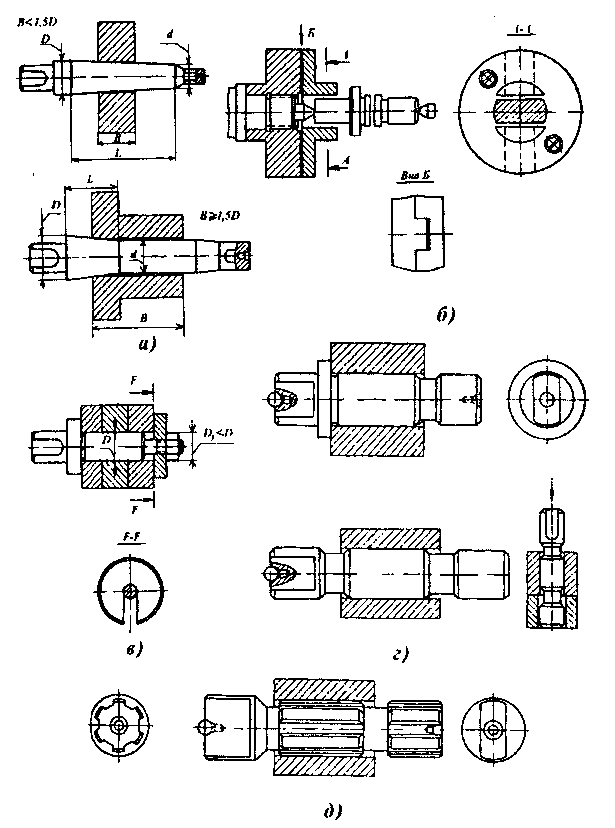
Рис. 5.26. Використання жорстких оправок' а -- обробка на конусних оправках: б - встановлення опрйвки в двох центрах, в - встановлення деталей на циліндричну оправку і проміжком: г - встановлення деталей на циліндричну оправку з натягом: д - використання иіліцевоі оправки
Оправки для встановлення деталей з натягом (рис. 5.26, в) забезпечують точне центрування деталі і дозволяють обробляти один або два торці. Недоліком таких оправок є висока трудомісткість встановлення та зняття деталей з оправок.
Шліцеві оправки (рис. 5.26, г), як і циліндричні, можуть бути з буртом або без нього. Для коротких отворів оправки роблять циліндричними, а для довгих - з малим конусом. Центрування деталей, що оброблюються, таке саме, як і центрування шліцевих з’єднань: по зовнішньому діаметру, по внутрішньому або по бічних стінках шліців.
Розтискні оправки мають конструкції, показані на рис. 5.27.
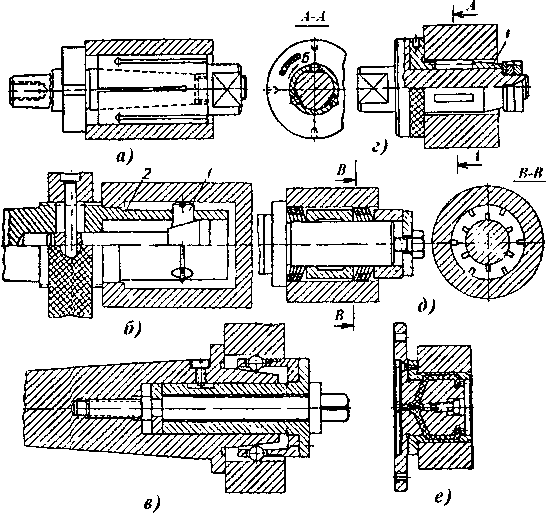
Рис. 5.27 Конструкції розтискних оправок
а - цангова розтискна оправка, б ~ плунжерна оправка; в - кулькова оправка, г самозатискна роликова оправка; д - оправка з тарільчастими пружинами, е - оправка з еластичним ттискни м елементом
Цангові оправки (рис. 5.27, а) використовують для центрування деталей, які мають оброблений отвір. Оправка може збільшувати свій діаметр до 0,5 мм. Точність центрування - 0,2 - 0,3 мм.
На плунжерних оправках (рис. 5.27,6) деталь закріплюється за допомогою плунжерів 1. Застосовуються плунжерні оправки з розтис-канням в одному або в двох перетинах деталі. При застосуванні оправки з розтисканням для встановлення деталі використовується центруюча циліндрична поверхня 2. Точність центрування така сама, як і цангової оправки.
На рис. 5.27, в показано кульову оправку, призначену для обробки коротких деталей. Для закріплювання довгих деталей застосовують оправки з двома рядами кульок. Такі оправки забезпечують точність центрування до 0,02 мм при відносно великій (до 1 мм) зміні розміру отвору.
Самозатискні роликові оправки працюють так. Після встановлення деталі на оправці під дією пружини або від руки здійснюється поворот сепаратора 1 за стрілкою Б (рис. 5.27, г) ролики виходять зі шліців, в яких вони розташовані, і здійснюється їх початкове заклинювання. Під час різання сила затискання збільшується. Такі оправки не дозволяють обробляти тонкостінні деталі.
Затискання деталей в оправках з тарілчастими пружинами (рис. 5.27, д) і пружною тонкостінною оболонкою (рис. 5.27, е) яка деформується за допомогою еластичної манжети, використовуються для чистової обробки деталей високої точності.