5.3.4. Обробка конічних і фасонних поверхонь
При обробці конічних поверхонь на токарних верстатах засто-, совують такі способи.
Обточування конуса широким різцем використовується при довжині утворюючих конуса не більше 50-70 мм. Спосіб забезпечує отримання конусів з невисокими вимогами до точності і жорсткості поверхні.
Прямолінійна різальна кромка різця встановлюється під заданим кутом до осі обертання деталі. Роботу можна виконувати при поздовжній і поперечній подачах (рис. 5.28, а).
Обробка конусів з поворотом різцевих салазок (рис. 5.28,6) дозволяє виконати точну обробку конуса з високою якістю поверхні. Недоліком способу що довжина твірних конуса, яку можна обробити без переналагоджування верстата, обмежена довжиною ходу різцетримача на поворотних салазках.
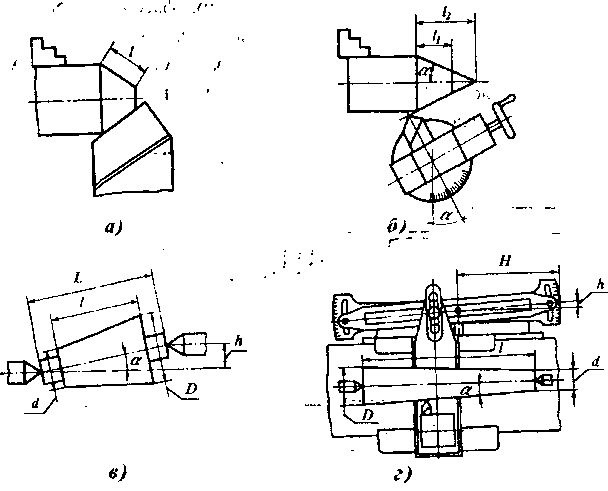
Рис 5.28. Обробка конусів на токарних верстатах
Точіння конусів при поперечному їм іщ єн ні задньої бабки (рис. 5.28, в) можна виконати при обробці неточних деталей з кутом конуса до 20°. Центри, на яких встановлюється заготовка, навантажуються нерівномірно, а центрові отвори швидко розбиваються.
Обробка конусів з використанням колірної лінійки (рис. 5.28, г) дозволяє обточувати і розточувати конуси з малим кутом при вершині. Якість обробки висока.
Високу якість конусів без обмеження кута забезпечує спосіб, при якому включаються поздовжня і поперечна подачі.
Обробку коротких фасонних деталей за допСмогою фасонних різців можна виконувати як на токарно-відрізних автоматах, див. п. 5.2.5, гак і на інших типах токарних верстатів. Обробка виконується при поперечних подачах 0,01-0,05 мм/об. Для зменшення припусків, які необхідно зняти фасонними різцями, раціонально виконувати попередню обробку заготовок простими або чорновими фасонними різцями, наближаючи її форму до форми чистового фасонного різця.
При обробці довгих фасонних поверхонь застосовують копіювальні пристрої. На рис. 5.29 показано два типи таких пристроїв, які застосовують у промисловості.
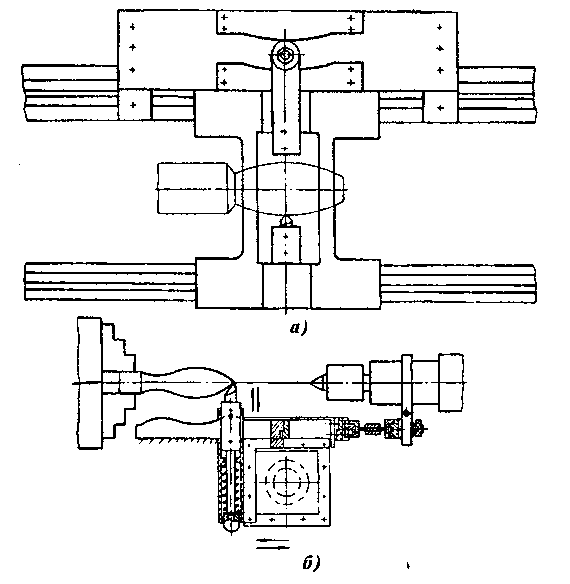
Копіювачьні пристрої, зображені на рис. 5.29, а, використовують у випадках, коли кут між віссю обертання виробу і нахилом дотичної до кривої, яку необхідно отримати при обробці, не перевищує 45°. У тих випадках, коли цей кут перевищує 45°, застосовуються пристрої, зображені на рис. 5.29, б.
При обробці внутрішніх і зовнішніх сферичних поверхонь копіювальні пристрої можна замінити механізмами, зображеними на рис. 5.30.
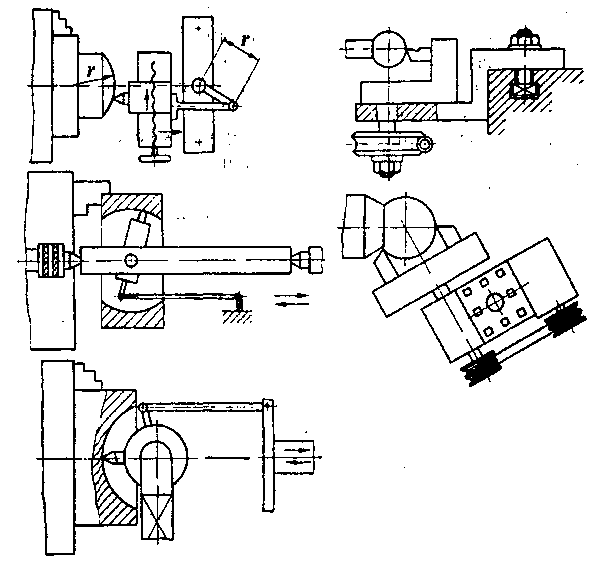
Рис. 5.30 Обробка сферичних поверхонь
Прогресивним методом обробки довгих і складних фасонних поверхонь є їх обробка на верстатах з числовим програмним керуванням, які дають змогу керувати поздовжньою і поперечною подачами одночасно.