6.3. Допоміжний інструмент та пристрої для обробки деталей
Допоміжні інструменти фрезерних верстатів (пристрої для закріплення різального інструмента) дозволяють встановлювати на верстатах насадні, хвостові та кінцеві фрези, а також фрезерні головки. Конструкція допоміжного інструмента залежить від конструкції приєднувальної частини фрези, приєднувальних елементів верстатів, співвідношень розмірів фрези і шпинделю та інших чинників.
Фрези з циліндричними хвостовиками закріплюються в самоцент-руючих патронах, які встановлюються на шпинделі верстата. Фрези з конічними хвостовиками закріплюються або безпосередньо в шпинделі, або з використанням перехідних втулок. У верстатів, в яких конус шпинделю має конусність 7:24, тобто, не є самогальмівним, передбачається примусове затягування інструмента в конус шпинделю. Таке затягування здійснюється за допомогою так званого шомпола - довгої шпильки, яка входить в різевий отвір хвостовика фрези.
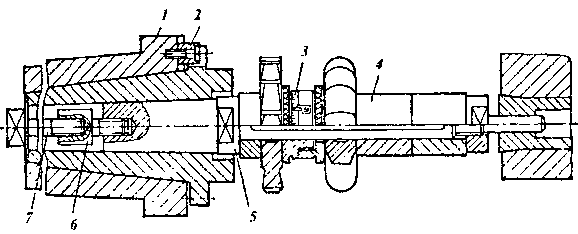
Рис. 6.15. Закріплювання насадних фрез■
І - шпиндель верстата; 2 ~ сухарі (шпонки) для запобігання провертання перехідного конуса; 3 • регульоване розсувне встановлювальне кільце; 4 - встановлювальне кільце постійного розміру, 5 - оправка; 6 - перехідник; 7 - шомпол (тяга)
Насадні фрези встановлюють на циліндричні оправки. ГІри консольному розташуванні фрези крутний момент передається через шпонку, а закріплювання фрези на оправці здійснюється за допомогою натискної гайки. При двоопорному закріплюванні насадних фрез на оправці їх насаджують на довгу оправку, яка одним кінцем кріпиться у шпинделі, а другим - в підвісці хобота (рис. 6.15). Положення фрези або їх набору вздовж оправки фіксується установочними кільцями.
Торцеві фрези великого діаметра (більше 250 мм) закріплюються на шпинделі чотирма гвинтами. Центрування фрез виконується по пояску шпинделя, а крутний момент передається двома торцевими шпонками.
Для закріплювання деталей на столах фрезерних верстатів широко застосовують універсальні пристрої: поворотні і неповоротні машинні лещата; лещата для затискання круглих заготовок; спеціальні лещата; жорсткі, поворотні та спеціальні кутники; накладні планки для притискання деталей до поверхні стола; накладні поворотні столи. Конструкції цих пристроїв показані на рис. 6.16.
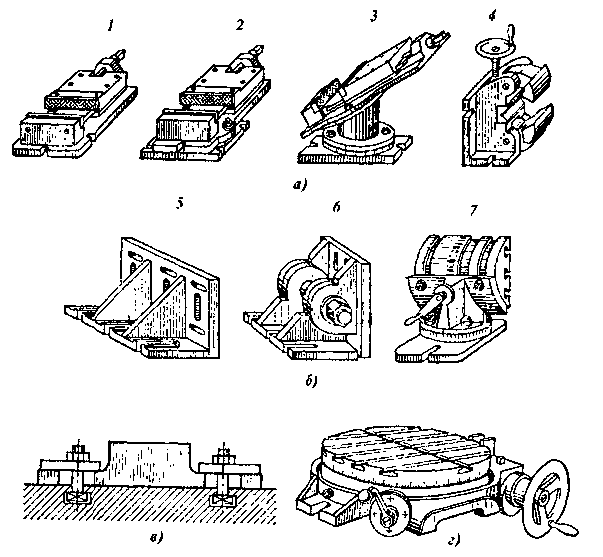
Рис. 6.16 Пристрої для закріплювання деталей на столах фрезерних верстатів
а - лещата, б - кутники; в - закріплювання за допомогою накладок, г - поворотний стіл; 1 - неповоротні лещата; 2 - поворотні, 3 - спеціальні; 4 - для затиску круглих деталей; 5 - жорсткий кутник, 6,7 - поворотні кутники
Пристрої для закріплювання на столах верстатів виставляються в положенні, необхідному для обробки заданої поверхні деталі, прикріп-
люються до нього за допомогою установочних болтів, головки яких входять в Т-подібні поздовжні пази столів. Деталі на пристроях закріпляють за допомогою гвинтів, затискних елементів у вигляді ексцентриків, пневматичних і гідравлічних затискачів та іншими методами.
За допомогою універсальних подільчих головок можна фрезерувати зубчасті колеса, грані головок болтів та інших багатокутних деталей, а також обробляти гвинтові поверхні різної конфігурації. Подільчі головки бувають одно- і багатошпиндельними, механічними та оптичними, безпосереднього ділення та універсальними.
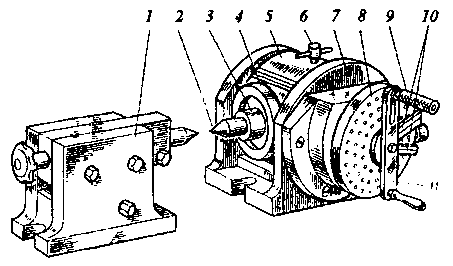
Рис 6.17 Універсальна подільна головка 1 - задній центр; 2 - центр головки. З - шпиндель; 4 - диск безпосереднього ділення: 5 - корпус, 6 - стопор; 7 основа, 8 - подільний диск; 9 - фіксатор; 10- розсувний сектор; 11- рукоятка
На рис. 6.17 показана універсальна подільча головка, яку широко використовують у машинобудуванні. Ці головки дають змогу виконувати просте і диференціальне ділення, а також надавати обертання заготовці під час фрезерування канавок. Замість центра головки 2 можна встановити самоцентрувальний трикулачковий патрон.
Обробку деталей периферією циліндричних і дискових фрез (фрезерування площин, обробка шпонкових пазів тощо) можна здійснювати двома способами: зустрічним фрезеруванням, коли напрямок подачі є фотилежним до напрямку обертання фрези (рис. 6.18, я), і псУпутним, коли напрямок подачі збігається з напрямком обертання фрези (рис. 6.18, б).
При першому способі фрезерування товщина стружки
а., яка знімається кожним зубцем фрези, поступово збільшується. На початку різання відбувається невелике проковзування різальної кромки зубця по поверхні заготовки, що спричиняє наклеп на обробленій поверхні та сприяє швидкому затупленню фрези.
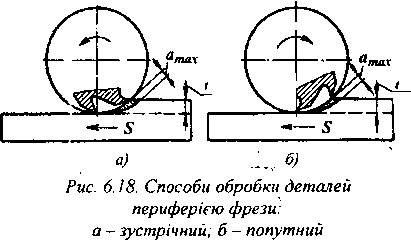
При другому способі товщина стружки поступово зменшується, що дозволяє підвищити продуктивність і зменшити шорсткість оброблених поверхонь, але зубець фрези захоплює метал відразу на глибину різання, а отже, фрезерування відбувається з ударами. З врахуванням викладеного, другий спосіб застосовується тільки на верстатах великої жорсткості за наявності пристроїв для усунення зазорів у механізмах подачі. Саме тому перший спосіб фрезерування застосовують частіше.
Наскрізні та закриті з одного боку шпонкові канавки та шліци оброблюють дисковими фрезами (рис. 6.19, а). Фрезерування, як правило, виконується за один прохід. При цьому ширина канавки має 8-9 квалітетів точності. Для підвищення точності фрезерування здійснюють у два проходи: на першому проході використовується фреза, ширина якої на 1 - 2 мм менша від ширини канавки.
Глухі шпонкові канавки фрезерують шпонковими (кінцевими) фрезами двома способами. Перший полягає в тому, що спочатку фреза занурюється на повну глибину канавки, після чого вмикається поздовжня подача і канавка фрезерується на повну довжину (рис. 6.19, б). При другому способі - шпонкова фре^за занурюється на 0,1 -0,3 мм і фрезерує канавку на всю довжину, після чого знову занурюється і здійснює фрезерування цієї канавки в зворотному напрямку. Рухи фрези повторюються доти, поки канавка буде оброблена на повну глибину (рис. 6.19, в).
Канавки під сегментні шпонки виконуються спеціальними фрезами для сегментних щпонок (рис. 6.19, г).
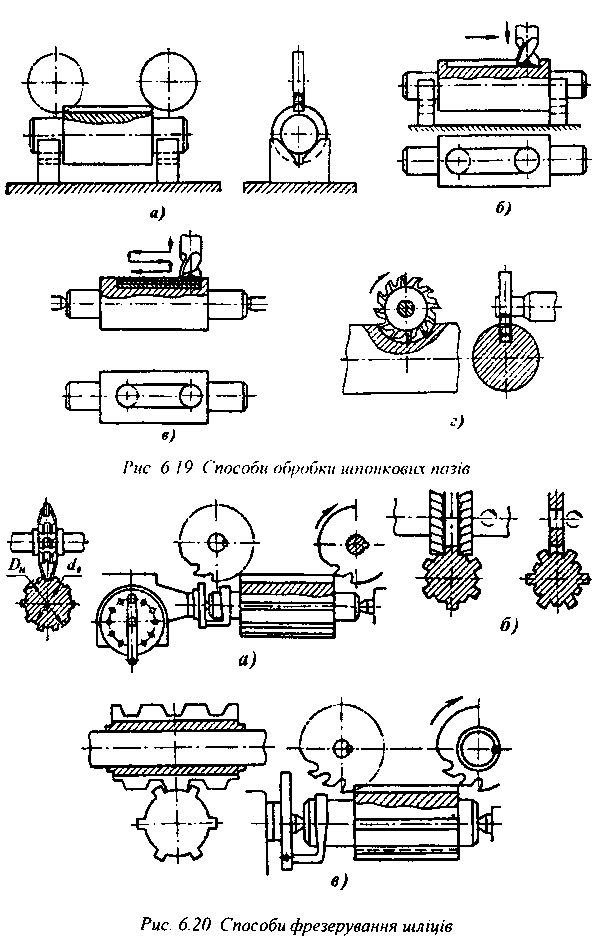
Фрезерування шліців на валах, призначених для утворення шлі-цевих з’єднань можна виконувати фасонними фрезами на горизонтально-фрезерних верстатах з використанням подільчих головок (рис. 6.20, а); способом, сутність якого пояснюється рис. 6.20, б\ найбільш точним вважається спосіб, при якому фрезерування шліців виконується мето-дом обкатування за допомогою черв’ячної фрези на зубофрезерних верстатах (рис. 6.20, в).
На фрезерних верстатах можна обробляти тіла обертання (контурне фрезерування), тобто замінити точіння. Така обробка дає змогу значно підвищити продуктивність праці. Тіла обертання фрезерують зовнішнім або внутрішнім торканням фрез (рис. 6.21). Подача при цьому може бути врізною (радіальною) або круговою (при обертанні заготовки або планетарному русі інструмента).
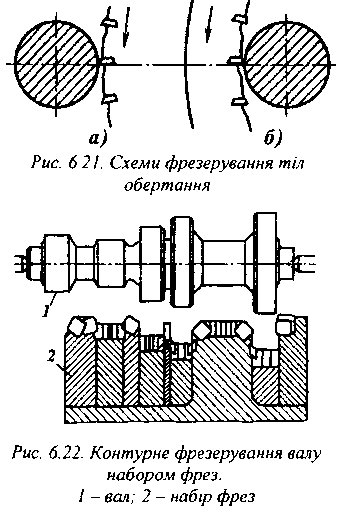
На рис. 6.22 показана схема контурного фрезерування ступінчастого вала набором фрез.
На горизонтально-фрезерних і вертикально-фрезерних верстатах можна обробляти заготовки при встановленні їх на стіл верстата декількома рядами.
Обробка виконується одночасно (паралельно) або послідовно.
Паралельну обробку можна виконувати торцевою фрезою, якщо її діаметр перекриває загальну ширину поверхонь заготовок, встановлених на столі (рис. 6.23, а), крім того, таку обробку можна виконувати набором дискових, циліндричних або фасонних фрез (рис. 6.23, б). Ряд заготовок, встановлених одна за одною за напрямком подачі стола, можна обробляти послідовно (рис. 6.23, в). У практиці машинобудівних
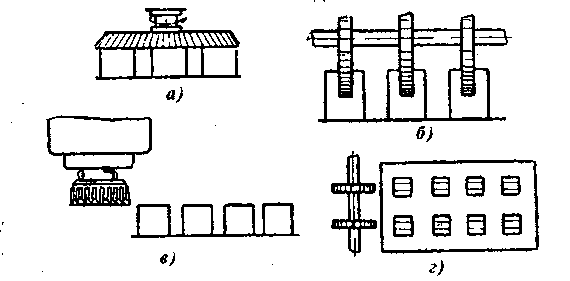
Рис. 6.23 Схеми обробки декількох деталей за один прохід інструмента підприємств застосовується також паралельно-послідовне фрезерування (рис. 6.23, г).