7.3. Допоміжний інструмент, пристрої та роботи, які виконують на свердлувальних верстатах
Для закріплювання різального інструмента в шпинделі свердлувального верстата в ньому зроблено конічний отвір з конусом Морзе.
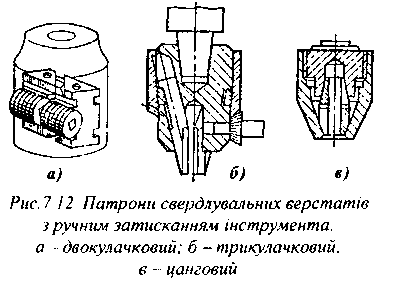
Враховуючи, що інструменти з конічним хвостовиком можуть мати різні розміри (різні номери конусів Морзе), зокрема такі, що не збігаються з розміром отвору на шпинделі, для забезпечення можливості виконання робіт використовують перевідні втулки (рис. 7.11, а). Для закріплювання інструментів з циліндричними хвостовиками, використовують розрізні конусні втулки (рис. 7.11, в); цангові дво- і трикулачкові
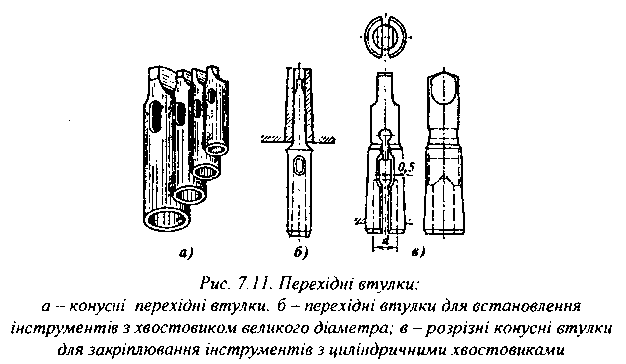
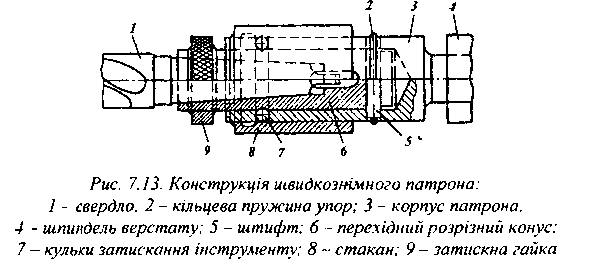
патрони з ручним затисканням (рис. 7.12), і швид-кознімні патрони (рис. 7.13), які забезпечують швидку зміну інструмента під час роботи.
В одиничному виробництві свердлування, як правило, виконується за розміткою. При цьому місця, в яких має бути про-

свердлено отвір, накер-нюють. Закріплення деталей на столі верстата здійснюється за допомогою універсальних пристроїв (рис. 7.14).
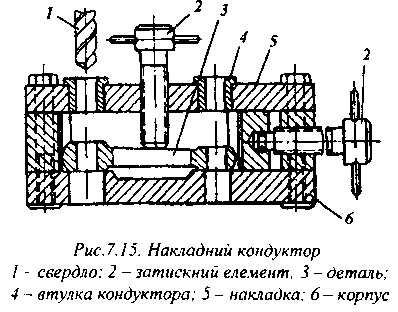
У серійному виробництві для закріплювання деталей і визначення місця обробки широко застосовують накладні кондуктори (рис. 7.15), Закріплювання деталі в кондукторі здійснюється за допомогою затискних елементів 2, які проходять через накладку 5 або корпус кондуктора 7. У накладці 5 закріплюються втулки кондуктора 4, виконані з загартованих сталей або твердих сплавів.
Під час обробки великогабаритних деталей складної конфігурації застосовують спеціальні поворотні пристрої (рис. 7.16). Пристрій складається з основи 1, на якій змонтовано стояки 2 і 5, в яких встановлені підшипники, що забезпечують поворот деталі 4. На деталі закріплюють кондуктори 3. Утримування деталі в заданому положенні під час її обробки здійснюється за допомогою фіксувального пристрою 6, для керування яким є педаль 8. Для полегшення роботи поворотний пристрій має балансир 7.
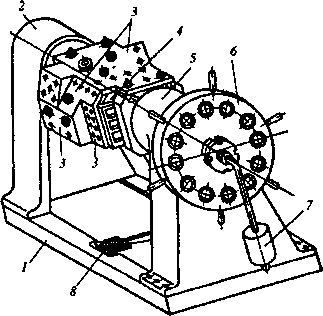
Рис. 7 16. Поворотний пристрій для виконання свердлувальних робіт: 1 - основа; 2, 5 - опорні стояки; 3 - кондуктори, 4 - деталь, яка піддається обробці. 6 - фіксувальний пристрій. 7 - балансир. 8 - педачь керування фіксувальніш пристроєм

Рис 717. Багатошпиндельна свердлувальна головка
У масовому виробництві свердлувальні роботи можна виконувати з використанням багатошпиндельних переналагоджу вальних головок (рис. 7.17). Конусний хвостовик 1 такої головки сполучається з роздаточної шестернею 2, яка зчіплюється з ведомими шестернями 3, 7. Ці шестерні приводять в рух карданні передачі 5, що з’єднані зі шпинделями 4. Весь механізм головки змонтовано в корпусі 7, який закріплюється на верстаті. Такі головки дозволяють виконувати свердлувальні роботи декількома (від 2 до 10, в тому числі і різними) інструментами. Головки дають змогу досить швидко змінювати розташування інструментів, а отже, їх можна використовувати для обробки декількох видів деталей.
Крім переналагоджувальних головок також застосовуються головки з жорстким розташуванням шпинделів.