7.5. Розточувальні верстати
Розточувальні верстати поділяють на горизонтально-розто-чувальні, координатно-розточувальні та алмазно-розточувальні.
Горизонтально-розточувальні верстати призначені для чорнової і чистової обробок отворів, обточування зовнішніх циліндричних поверхонь, підрізання торців, виточування канавок, нарізання різей та інших робіт. На цих верстатах оброблюють переважно великі корпусні деталі. Ці верстати застосовують в одиничному та дрібносерійному виробництвах, вони відрізняються високою універсальністю.
На рис. 7.24 показані компонувальні схеми двох типів горизонтально-розточувальних верстатів. Перший тип верстатів (рис. 7.24, а) споряджено шпиндельною бабкою 2, яка може пересуватися у вертикальній площині по направляючих передньої стійки 1. У шпиндельній бабці змонтовано планшайбу 3 і висувну шпиндельну бабку 4. Заготовка встановлюється на столі 5, який може пересуватися по поздовжніх направляючих станини 6, перпендикулярно до цього руху по направляючих стола і здійснювати круговий поворот навколо вертикальної осі. Задня стійка 7 може пересуватися по горизонтальних направляючих станини, а по ній вертикально пересувається люнет 8, який
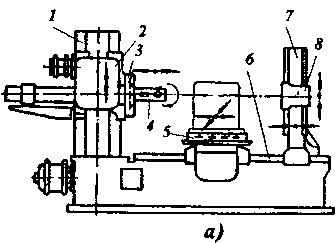
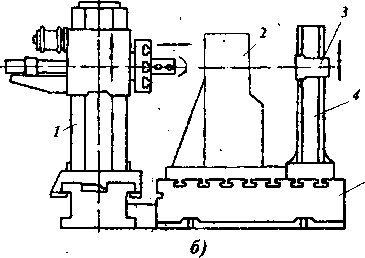
Рис 7.24. Горизонтально-розточувальні верстати
підтримує розточувальну оправку (борштангу). Верстати такого типу використовують для обробки деталей середніх розмірів (розміри стола приблизно 800x1000 мм).
Другий тип верстатів (рис. 7.24, б) має колонку 1, яка пересувається в горизонтальній площині, і нерухому плиту 5, на якій встановлюється деталь 2, на цій же плиті змонтовано задню стійку 4, що може пересуватися в горизонтальній площині. На задній стінці змонтовано люнет 3, який переміщається по вертикальній осі. Шпиндельна головка може переміщуватися по направляючих колонки. Такі верстати використовують для обробки деталей великих габаритів.
Координатно-розточувальні верстати застосовують тоді, коли необхідно обробити отвори з великою точністю і треба витримати високу точність взаємного розташування поверхонь. Ці верстати споряджуються спеціальними пристроями, які дозволяють виконувати переміщення робочих органів з точністю до одного мікрометра. Обробку на верстатах здійснюють у приміщеннях, в яких температура повітря підтримується на рівні 20±1 °С.
Зовнішній вигляд координатно-розточувального верстата (модель 2Е450АФ30) показано на рис. 7.25. Верстат має числове програмне керування. Програма обробки деталі може складатися безпосередньо на робочому місці в діалоговому режимі або під час обробки першої деталі. Верстат укомплектовано поворотними столами, що дає змогу обробляти отвори і площини, розташовані під довільними кутами.
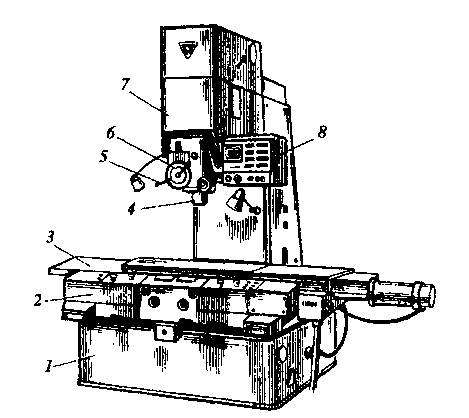
Рис 7.25. Зовнішній вигляд координатно-розточувального верстата:
І станина. 2 - салазки, 3 - стіл, 4 - шпиндель. 5 рукоятка прискореного пересування шпинделю, 6 - лімб вертикального пересування шпинделю, 7 - шпиндельна коробка: 8 - пульт керування
Алмазно-розточувальні верстати призначені для обробки отворів високої точності (5-7 кваалітетів) з малою шорсткістю поверхні (Ra = 0,032 - 0,02 мкм) при відхиленнях від округлості і конусності в межах 3-10 мкм.
Способи закріплювання деталей на столах розточувальних верстатів аналогічні до методів закріплювання деталей на фрезерних і свердлувальних верстатах.