8. Стругальні та довбальні роботи
Стругання та довбання застосовують під час обробки плоских і фасонних поверхонь, переважно в індивідуальному та дрібносерій-ному виробництвах. Стругання, як правило, застосовують під час обробки довгих та вузьких поверхонь. Воно забезпечує точність обробки за 7—13 квалітетами і шорсткість поверхні R=80-40 мкм, а при застосуванні чистових різців R = 10 - 6,3 мкм.
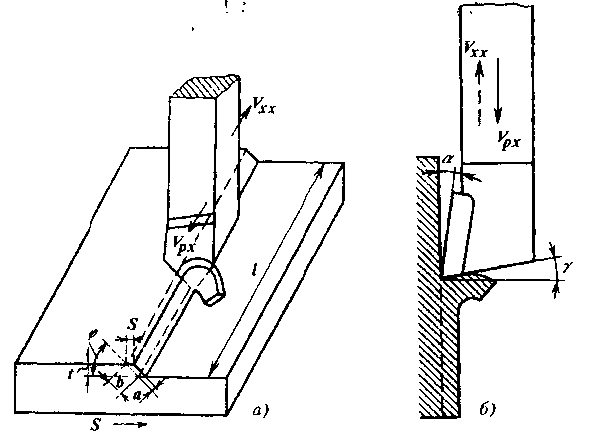
Рис. 8 ]. Схема стругання (а) і довбання (б)
Схема сгругання показана на рис. 8.1, а. Різець здійснює поздовжні зворотно-поступальні рухи, а стіл разом із заготовкою в кінці неробочого ходу виконує поперечне переміщення на значення подачі 5, мм на подвійний хід. Рух різця вперед називається робочим ходом і здійснюється зі швидкістю vрх, а зворотний рух - неробочим ходом,
Стругальні верстати поділяються на поперечно-стругальні та поздовжньо-стругальні. На рис. 8.3 показано зовнішній вигляд поперечностругального верстата. Виконавчий механізм таких верстатів складається з супорта 4, закріпленого на повзуні 5, і стола 2. Різці встановлюються в різцетримачі 3 супорта. Заготовка, яка підлягає обробці, закріплюється на столі за допомогою прихватів, лещат або інших пристроїв. На основі 7 встановлена станина 6. Для підвищення жорсткості системи верстата стіл спирається на підпірку 1.
Поперечно-стругальні верстати застосовують для обробки дрібних і середніх за розмірами деталей в одиничному та дрібносерійному виробництвах. їх використовують в ремонтних та інструментальних цехах.
Хід повзуна не перевищує 1000 мм, розміри стола 560x1000 мм, горизонтальне переміщення стола не більше 800 мм, а вертикальне - до 400 мм.
Поздовжньо-стругальні верстати бувають одностоякові та дво-стоякові. Вони призначені для обробки деталей великих розмірів. Довжина робочої поверхні стола на деяких моделях верстатів сягає 16 м при ширині 8 м.
На відміну від поперечно-стругальних верстатів головним рухом поздожньо-стругальних є переміщення стола з заготовкою, яка піддається обробці.
На рис. 8.4 показано зовнішній вигляд двостоякового повздовжньо-стругального верстата (модель 7212). Стіл 2 верстата пересувається по паралельних направляючих 1 станини. На стійках 6, зв’язаних між собою поперечкою 7, розташована траверса 4. Траверса може пересуватися по стійках у вертикальному напрямку. Супорти 5 пересуваються по траверсі. На стійках змонтовані бокові супорти 3.
Подачу отримують різці під час неробочого ходу заготовки. Подача переривчаста і здійснюється за кожен подвійний хід заготовки.
На базі поздовжньо-стругальних верстатів виготовляють комбіновані стругально-фрезерні верстати. Для розширення технологічних можливостей верстатів їх оснащують додатковими, фрезерними головками, накладними шліфувальними головками, копіювальними пристроями, накладними свердлувальними головками тощо.
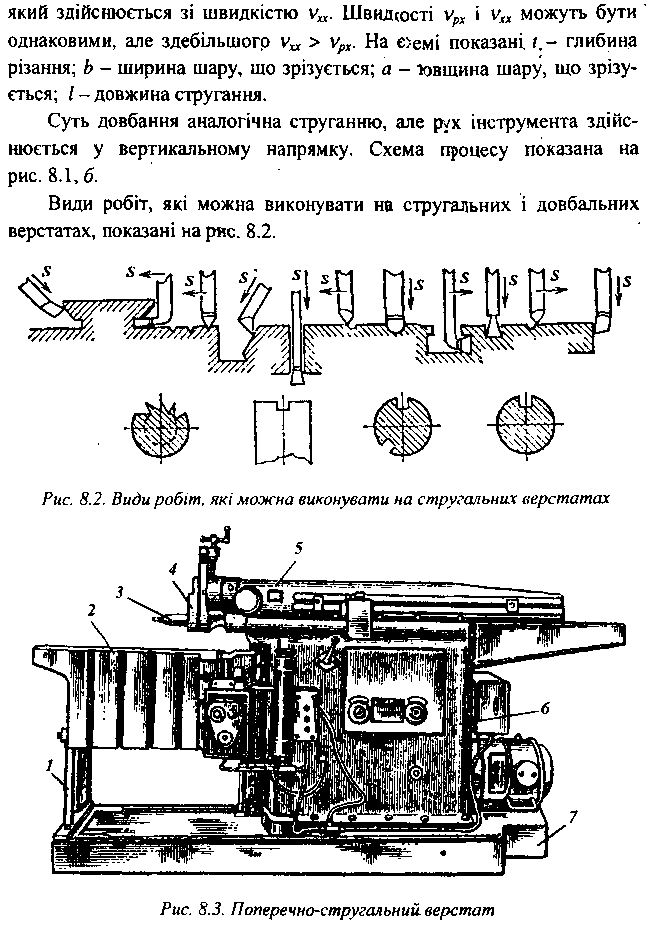
З метою підвищення інтенсивності використання стругальних верстатів розроблено низку оригінальних пристроїв. На рис. 8.5, а показана державка для одночасного стругання чотирма різцями; на
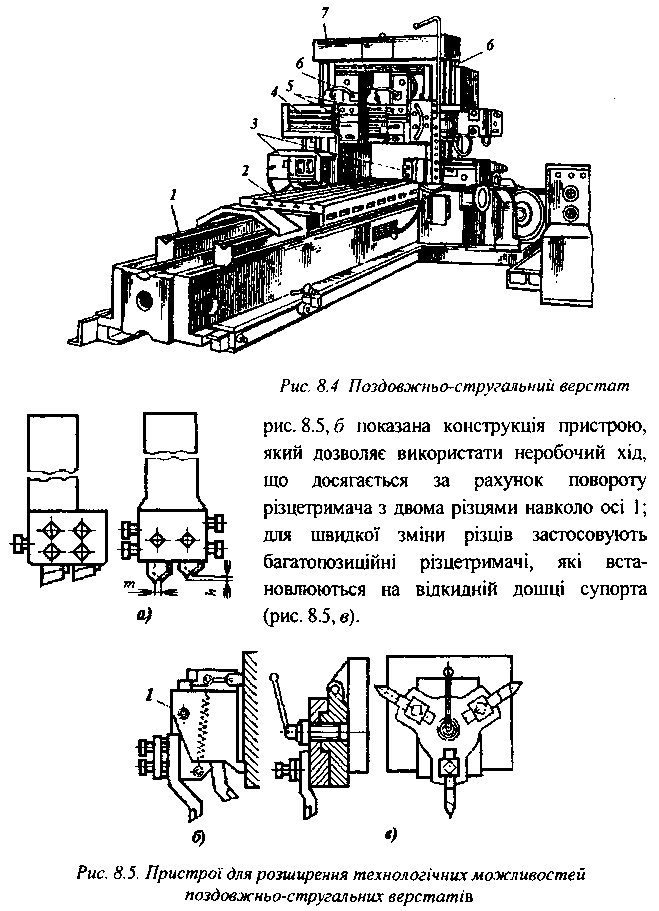
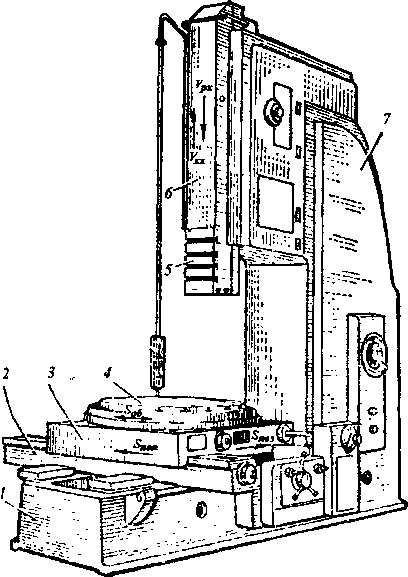
Рис. 8.6. Довбальний верстат
На рис. 8.6 зображено зовнішній вигляд довбального верстата. Виконавчий механізм верстата складається з повзуна 6 з різцетримачем 5 і стола 4. Несуча система складається з станини 1 з направляючими для довбяка.
Значення ходу повзуна регулюється залежно від довжини заготовки, що оброблюється. Розміри заготовок обмежуються діаметром стола, який у серійних верстатів становить 500, 630 або 800 мм, і ходом довбяка - 200, 320 або 500 мм.