9.1. Види протягування
Протягування широко застосовують у масовому і великосе-рійному виробництвах для обробки деталей зі складними і фасонними профілями. Його застосовують для обробки шпонкових канавок завширшки до 80 мм; шліцевих отворів діаметром до 300 мм; квадратних і фасонних отворів діаметром від 3 до 320 мм, а також обробки зов-
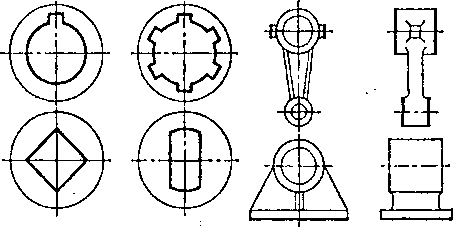
Рис. 9.2. Види отворів, які можна обробити протягуванням поверхонь площиною 0,01 -0,02 м2 (рис. 9.2) (поверхні, що обробляються, виділені жирними контурами і лініями).
Методами протягування обробляються кольорові метали, сплави різних видів, вироби з титану, а також пластмас та інші неметалеві матеріали.
Розрізняють такі види протягування: зовнішнє і внутрішнє. Особливим видом протягування є прошивання, яке виконують короткими протяжками (прошивками) на пресах або на спеціальних прошивальних верстатах.
При внутрішньому протягуванні обробляються отвори різної конфігурації, шпонкові та фігурні пази, зубчасті колеса внутрішнього зачеплення тощо. При координатному протягуванні забезпечується точне розташування отворів, пазів, виїмок тощо відносно інших поверхонь. При вільному протягуванні положення інструмента визначається самим попередньо утвореним отвором.
При зовнішньому протягуванні оброблюються зовнішні площини, фасонні поверхні, різного роду пази, зубці зубчастих коліс, циліндричні поверхні тощо. Зовнішнє протягування успішно конкурує з фрезеруванням, перевищуючи його за точністю обробки та якістю поверхонь, а також за продуктивністю, яка в 5 - 8 разів вища, ніж при фрезеруванні. Воно в деяких випадках заміняє стругання, шліфування, а іноді і точіння на токарних верстатах Зовнішнє протягування дає змогу одночасно обробляти декілька поверхонь.
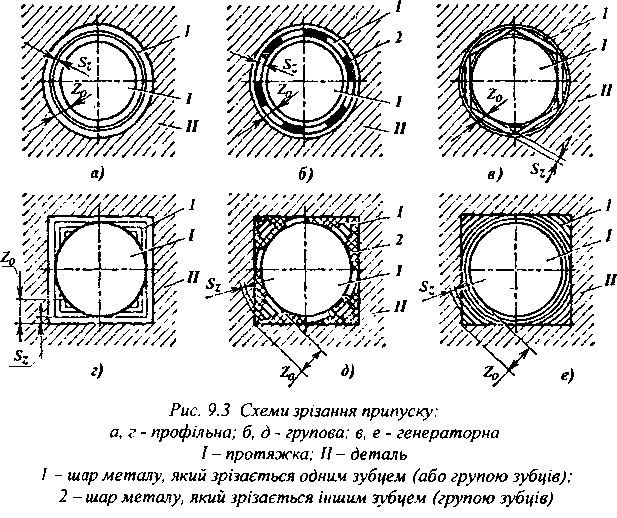
На протягування і роботу протяжок значний вплив має обрана схема зрізання припуску. Профільна схема зрізання (рис. 9.3, а, г) виконується зубцями протяжки, форма яких подібна до профілю, що обробляється. Загальний припуск на обробку 20 зрізується шарами завтовшки Генераторна схема зрізання (рис. 9.3, б, д) забезпечується зубцями з профілем, який лише частково збігається з профілем, що обробляється, а отже, він послідовно формується усіма різальними зубцями. Групова (прогресивна) схема зрізування (рис. 9.3, в, е) забезпечується протяжками з зубцями, об'єднаними в групи по два-три та більше. Кожна група зубців зрізає шар металу в своїй зоні, по частині периметра поверхні, що обробляється. Така схема протягування дозволяє працювати з товстішими стружками, особливо при зрізанні перших шарів металу.
Для виконання внутрішнього протягування використовують протяжки і прошивки, конструкція яких показана на рис. 9.4. Хвостовик 1
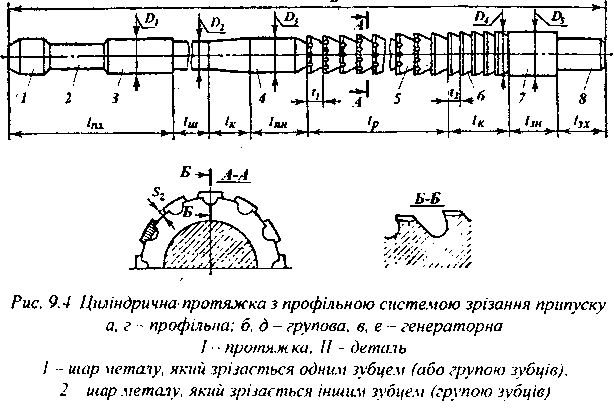
служить для закріплення протяжки та прикладання тягового зусилля верстата Стійка 2 зв'язує хвостовик з перехідним конусом 3. Перехідний конус полегшує орієнтування інструмента відносно деталі в момент входження в неї передньої направляючої 4, яка здійснює їх взаємне центрування. Далі знаходяться різальна і калібрувальна частини 6. Задня направляюча 7 необхідна для правильного виходу останніх зубців протяжки з отвору, який обробляється.
Задній хвостовик (цапфа) 8 виконується для полегшення встановлення протяжки у вихідний стан перед обробкою наступної деталі. Прошивки за конструкцією нагадують протяжки, але в них немає хвостовика 1 і стійки 2, як правило, вони значно коротші від протяжок.
Протяжки і прошивки можуть бути суцільними, збірними та складеними. Суцільні протяжки виготовляють зі швидкорізальних сталей марок Р6М5, Р9Ф5, Р9М4К8 та інших, а також з легованої сталі марки ХВГ. Збірні протяжки отримують зварюванням або напресовуванням. У цих протяжках різальна та калібрувальна частини виготовляються з швидкорізальної сталі, а інші елементи з конструкційних сталей. Різальну та калібрувальну частини збірних протяжок можна виготовляти
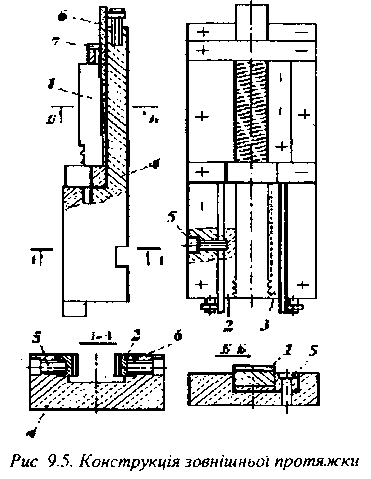
3 використанням пластин з твердих сплавів ВК8, ВК6М тощо. Пластини припаюють до корпусу протяжки або закріпляють механічними затискними елементами. Складеними, як правило, виготовляються зовнішні протяжки (рис. 9.5). У цього виду протяжок різальну частину виконують у вигляді окремих блоків 1. 2, 3, які закріплюють на корпусі
4 гвинтами 5, клинами 6 і накладками 7. Така конструкція протяжок дозволяє компенсувати зношування різальних зубців за допомогою клинів, які пересуваються в поздовжньому напрямку за допомогою гвинтів. Діапазон регулювання може сягати 4 мм.