9.2. Протяжні верстати та виконання робіт
Для виконання протяжних робіт використовують горизон-тально-протяжні та вертикально-протяжні верстати. Прошивання, як правило, здійснюється за допомогою гідравлічних пресів.
Горизонтально-протяжні верстати застосовують переважно для внутрішнього протягування, а за допомогою спеціальних пристроїв їх можна використовувати для зовнішнього протягування
На рис. 9.6 показано зовнішній вигляд горизонтально-протяжного напівавтомата (модель 7523). На основній станині 1 змонтовано силовий циліндр 2 і гідростанцію. Керування верстатом здійснюється з пульта 3. Деталь, яка підлягає обробці, закріплюють або спирають на опорну планшайбу 4. Протяжка 5 своїм заднім хвостовиком (направляючою)
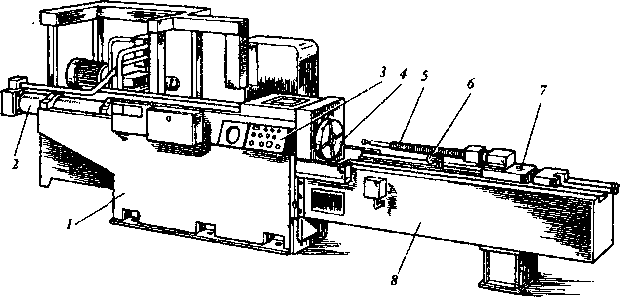
Рис 9 б. Зовнішній вигляд горизонтально-протяжного автомата
закріплюється в патроні каретки 7. Передній хвостовик закріплюють у патроні, змонтованому на штоку силового циліндра Підведення та відведення протяжки здійснюється кареткою 7, яка пересувається за допомогою гідроциліндра, розташованого в приставній станині 9. Напівавтомат може працювати в режимах налагоджування, напівавтоматичному й автоматичному.
Робота верстата відбувається в такій послідовності: деталь, що обробляється, встановлюють на планшайбу верстата; протяжка пропускається через отвір деталі і закріплюється переднім хвостовиком у патроні, встановленому на штоку силового циліндра; силовий циліндр переміщує шток і протяжка здійснює робочий хід після завершення протягування деталь знімається, а протяжка повертається на вихідну позицію.
Під час протягування деталь спирається на планшайбу, яку можна встановлювати на жорстку опору (рис. 9.7, а) або на шарову (рис. 9.7, б). Жорсткі опори використовують у випадках, коли опорний торець деталі підрізано перпендикулярно до осі отвору. Шарові опори використовують при протягуванні деталей з необробленими торцями
За необхідності виконати протягування декількох однакових шпонкових пазів застосовують подільчі протяжні пристрої На рис. 9.8 показано подільний пристрій для протягування трьох шпонкових пазіа Фіксація положення деталі відносно протяжки досягається за допомогою планки 1. Після протягування першого шпонкового йаза деталь повертається доти, поки планка 1 неи ввійде в оброблений паз. Після цього обробляється другий шпонковий паз.
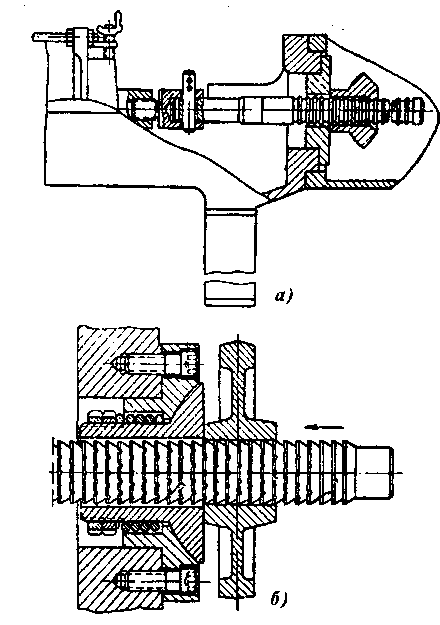
Рис. 9 7. Схеми встановлювання деталей на протяжних верстатах
Для закріплювання переднього хвостовика протяжки використовують патрони різних конструкцій. На рис. 9.9, а показано закріплювання циліндричного хвостовика протяжки за допомогою вилки 2. На рис. 9.9, б зображено конструкцію швидкозмінного патрона для закріп-
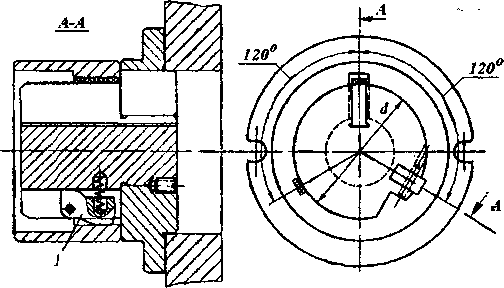
Рис 9.8. Конструкція подільного пристрою дія протягування декількох (трьох) шпонкових пазів
лювання плоских протяжок, а на рис. 9.9, в - для закріплювання циліндричних протяжок. У патрон протяжка вставляється з торця доти, поки кулачки 4 під дією пружини 6 не зайдуть до стояка.
Вертикально-протяжні верстати порівняно з горизонтально-протяжними зручніші в обслуговуванні та займають меншу площу. На цих верстатах протяжку закріплюють вертикально, що полегшує працю і підвищує її продуктивність. Верстати бувають для зовнішнього і внутрішнього протягування, їх застосовують для обробки легких та середніх за масою деталей.
Для нормальної роботи протяжок та отримання заданої точності та шорсткості оброблених поверхонь необхідна відповідна підготовка поверхонь під протягування та правильний вибір значення припусків Попередню обробку поверхонь виконують на свердлувальних, токарних та фрезерних верстатах, можна також використовувати попереднє протягування. Значення припусків під протягування при обробці циліндричних отворів знаходяться в межах від 0,5 до 1,5 мм на діаметр. При зовнішньому протягуванні необроблених поверхонь значення припуску може бути в межах 2-6 мм, а попередньо оброблених -0,25 - 1 мм. Шліци, шпонкові канавки та інші нециліндричні поверхні, як правило, попередньо не обробляють.
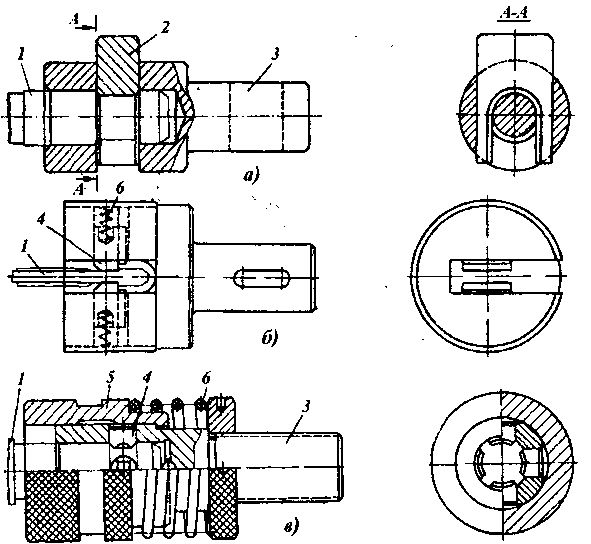
Рис. 9.9. Патрони для закріплювання протяжок.
1 - протяжка, 2 - вилка. З - патрон, 4 ~ кулачки; 5 - муфта; 6 - пружина
При застосуванні спеціальних пристроїв на протяжних верстатах можна виконувати складні роботи з утворення та обробки складних профілів. Наприклад, на протяжних верстатах можна обробляти спіральні канавки.
На рис. 9.10 показано дві схеми протягування спіральних канавок в отворах. У першому випадку використовують протяжки з гвинтовим зубцем і спеціальний пристрій, який забезпечує обертовий рух протяжки (рис. 9.10, а). При поступальному русі протяжка 1 отримує примусове обертання через дві шестерні 3 і 4 від вала 5, який має гвинтову канавку. За такого методу обробки заготовка 2 не обертається.
У другому випадку заготовка вільно обертається від самої протяжки 1, яка має гвинтовий зубець. Вільне обертання заготовки від протяжки забезпечується опорним підшипником 6.
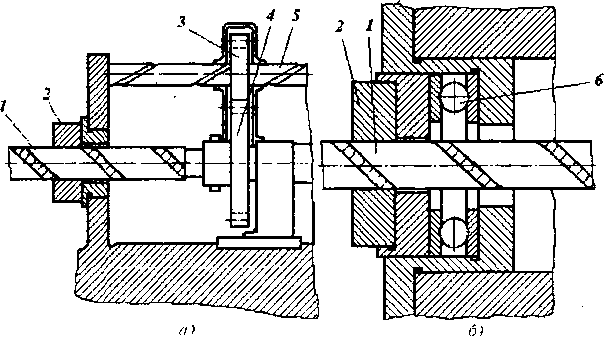
Рис 9 10 Схелгії протягу вання гвинтових канавок в отворах
Високопродуктивними методами обробки зовнішніх поверхонь є неперервне і кругове протягування. При неперервному протягуванні протяжка закріплюється нерухомо, а заготовки, закріплені в пристроях, мають поступальний або обертовий рух. Кругове протягування здійснюється круглими протяжками, які обертаються, при цьому деталі нерухомо закріплені.
На машинобудівних підприємствах застосовують протягування зовнішніх поверхонь тіл обертання. При виконанні таких робіт можна застосовувати плоскі або циліндричні протяжки. При використанні плоских протяжок вони мають прямолінійний рух, а контактуюча з ними заготовка примусово обертається. Під час застосування циліндричних протяжок обробка здійснюється їх периферією, заготовка і протяжка примусово обертаються.