12.7. Накатування різі
При накатуванні різь утворюється за рахунок пластичної деформації матеріалу заготовок під дією різенакатувальних плашок, які мають канавки відповідного профілю. Накатування різі в 15-20 разів продуктивніше від нарізання різенарізними головками, яке є найпродуктивнішим методом нарізання різей. Матеріал заготовки значною мірою впливає на якість різі. Цим методом можна отримати різі на матеріалах, які погано піддаються обробці, наприклад, на сталях аустенітного класу. Отримана різь має рівні і чисті профілі з ущільненою структурою, що забезпечує підвищення міцності виробів. Накатування дає значну економію матеріалів порівняно з нарізанням. Різенакату-вальний інструмент має значно більшу стійкість, ніж будь-які різе-нарізні інструменти.
Накатування різі можна здійснювати за допомогою плоских плашок і за допомогою роликів.
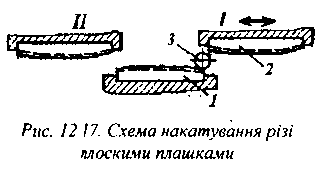
На рис. 12.17 показано схему накатування різі плоскими плашками. Робоча поверхня плашок 1 і 2 має прямолінійні канавки з профілем різі, яку необхідно утворити. Щодо напрямку руху плашок канавки розташовані під кутом, що відповідає кутаві підйому гвинтової лінії різі. Циліндрична заготовка 3 під дією рухомої плашки 2, яка з вихідного положення І переміщується в положення II, перекочується по поверхні нерухомої плашки 1 і внаслідок деформації металу отримує різеву поверхню. Плашки мають забірну частину, яка виконує захват заготовки і формування профілю різі, калібрувальну частину і збіг, який забезпечує плавний вихід заготовки з плашок.
Роботи виконуються на спеціальних різенакатувальних автоматах, які дозволяють накатувати різі діаметром від 2 до 26 мм завдовжки до 125 мм.
Накатування різі роликами (накатувальними плашками) здійснюється одним, двома або трьома роликами.
Накатування різі одним роликом (рис. 12.18, а) виконується на токарних і токарно-револьверних верстатах. Заготовку 1 встановлюють на шпинделі, а ролик 2 - в державці 3, яка закріплена на супорті.
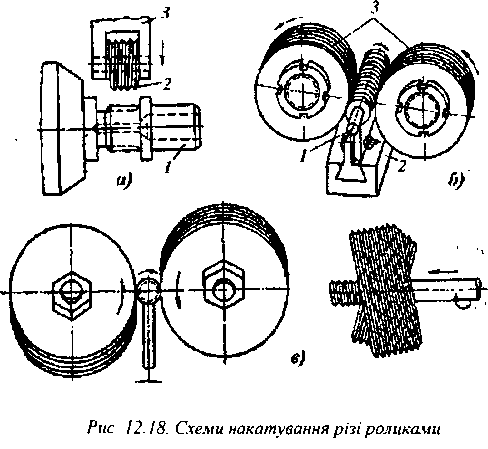
Напрямок рій на накатувальному ролику є протилежним до напрямку різі, що виготовляється. Середній діаметр ролика і кількість заходів його різі повинні бути кратними тим же параметрам різі, яка накатується. Накатування різі одним роликом спричиняє згинання заготовки, яке зумовлене дією односторонньої радіальної сили
З метою зменшення радіального зусилля застосовують спосіб накатування різі за допомогою двох роликів (рис. 12.18, б), який реалізується на різенакатувальних верстатах. Заготовка 1 розташовується на опорній планці 2, яка встановлена між двома роликами 3 з гвинтовими канапками. Обидва ролики обертаються в один бік, при цьому один з них отримує радіальне переміщення.
На деяких різенакатувальних верстатах можна здійснювати накатування різі з поздовжньою подачею заготовки роликами які мають забірні частини. У цьому випадку викфистовують ролики з кільцевими канавками, осі цих роликів відносно осі заготовки розташовані під кутом піднімання гвинтової лінії різі (рис. 12.18,6). Довжина різі, яку можна накатувати таким способом, практично необмежена На рис. 12.19 показана конструкція різена-катувальної плашки з трьома роликами, яку використовують при накатуванні різі вручну або на верстатах. Плашка складається г корпусу 1;
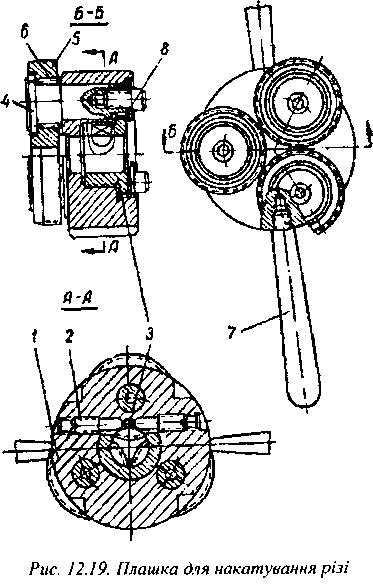
ексцентричних осей 4, які мають на кінці зубці; центральної шестерні 3; різенакатувальних роликів 5. Накатувальні ролики встановлені на ексцентрикових осях і легко обертаються на підшипниках 6. Отвори для ексцентрикових осей нахилені до осі корпусу під кутом, який дорівнює середньому значенню кута піднімання гвинтової лінії для конкретного діапазону різей, які можна накатати за допомогою плашки. Налагоджування здійснюється по різевому калібру, який встановлюється між плашками. Для цього необхідно послабити гвинти 8 і повернути центральну шестерню за допомогою стопорних гвинтів 2. При цьому повертаються осі 4 і ролики пересуваються в задане положення. Ручка 7 служить для обертання плашки при ручному виконанні робіт.
Одним зі способів отримання внутрішніх різей невеликих діаметрів є спосіб пластичного деформування за допомогою розкатників. Розкатник -це стрижень з різзю типу мечика (рис. 12.20), але без стружкових канавок, з забірною і калібрувальною частинами. Замість стружкових канавок на ньому є лиски. Під час роботи розкатник здійснює обертовий рух навколо своєї осі і примусовий - вздовж осі, значення ходу якого дорівнює кроку різі.
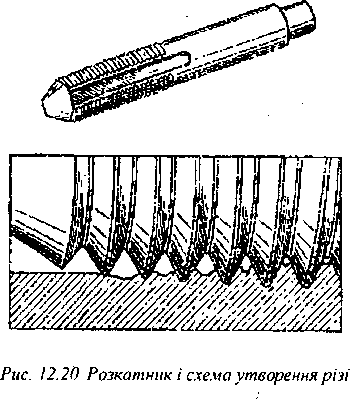
Розкатниками можна отримати різі з кроком до 2 - 3 мм.