14.1. Тонке точіння
Цей вид переважно застосовують під час обробки виробів з кольорових матеріалів та чавуну. Процес виконується на спеціальних швидкохідних верстатах (2000 - 6000 об/хв), які мають високу жорсткість станини, передньої і задньої бабок, набір дуже малих подач (0,005 - 0,2 мм/об). Такі верстати призначені для роботи з твердосплавними або алмазними різцями, тому їх називають алмазно-розточувальними або тонко-розточувальними. Верстати бувають з горизонтальним, вертикальним або нахиленим розташуванням шпинделя.
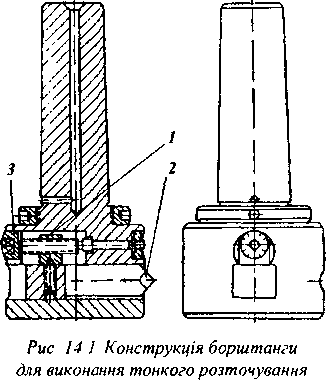
При тонкому розточуванні різці закріплюють в борштангах (розточувальних головках), які забезпечують високу жорсткість інструмента і точність регулювання його положення. Приклад конструкції борштанги показано на рис. 14.1. Різець пересувається гвинтом 3, на головці якого нанесено шкалу. При обертанні гвинта рухається повзунок 1, який з’єднано з різцем 2. Борштанги такої конструкції використовуються для попереднього розточування. Для більш точного встановлювання різця в борштангах використовують індикаторні вимірювальні головки.
Якість поверхні верхнього шару матеріалу при тонкому розточуванні значно вища від якості поверхні при шліфуванні, а структура матеріалу в цьому шарі краща Це пояснюється тим, що матеріал не піддається великому радіальному тиску і значному нагріванню. Тонке розточування (точіння) дає змогу досягнути шорсткості поверхні Ra = 0,63 - 032 мкм, і забезпечити точність на рівні 6-7 квалітетів.
Для кінцевої обробки плоских поверхонь використовується тонке фрезерування, яке дає змогу забезпечити точність на рівні 8-9 квалітетів і отримати шорсткість поверхні Ra = 1,25 - 0,63 мкм при обробці циліндричними фрезами, а при обробці торцевими фрезами - Ra = 1,25 -0,32 мкм при точності за 6 - 7 квалітетами. При обробці таких поверхонь застосовують також тонке стругання, яке забезпечує точність 8-9 квалітетів і шорсткість поверхні Ra= 1,25 - 0.32 мкм.