14.3.3. Дорнування отворів
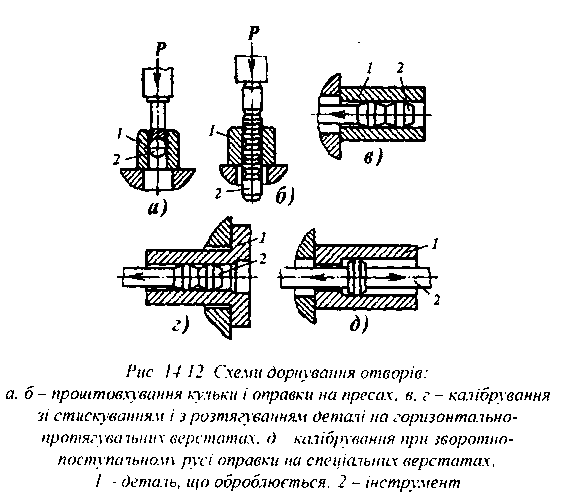
Пластична деформація при дорнуванні здійснюється за допомогою оправки (дорна) або кульки, які переміщуються відносно поверхні отвору з натягом. Принципові схеми дорнування отворів показані на рис. 14.12.
Суцільні оправки для дорнування виготовляються з твердих сплавів або зі сталей ХВГ, ШХ15, 9ХС і загартовуються до твердості HRC 62-64. Робочі елементи збірних оправок, як правило, виконуються з твердих сплавів марок ВК8 або ВК15М.
При дорнуванні отворів, довжина яких L не перевищує сім діаметрів D отвору, операція виконується на пресах методом проштовхування інструмента, а при (L/D)>7 - протягуванням на протяжних або спеціальних верстатах.

Отвори під дорнування попередньо оброблюються чистовим розточуванням або розгортанням за 8-10 квалітетами точності при шорсткості поверхонь R.=6,3-40 мкм. Точність оброблених отворів підвищується на один-три квалітети, а шорсткість поверхонь сягає Ra=2,5-0,1 мкм.