16.2. Лиття пластмас під тиском і вакуумом
Лиття під тиском є одним з основних способів переробки пластмас, який дає змогу виготовляти деталі простої і складної форми з товщиною стінок 1 - 4 мм при габаритних розмірах.500х500 мм.
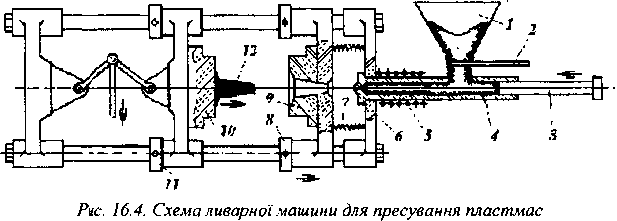
Процес здійснюється на ливарних машинах, якг мають схему, показану на рис. 16.4. У бункер 1 завантажують гранульовану пластмасу, через дозувальний пристрій 2 гранули надходять в циліндр 4, в якому за допомогою нагрівана 5 здійснюється розплавлювання пластмаси. Прес-форма складається з двох частин 9 і 10, які після закривання прес-форми пересуваються до сопла 6 стискувальної пружини 7. За допомогою плунжера 3 (або шнека) розплавлену пластмасу під тиском 5 -25 МПа заливають у прес-форму, яка охолоджується водою. Тиск у прес-формі витримується до повного затвердіння пластмаси. Половина прес-форми 10 відводиться від її половини 9 до упору 11. Деталь разом з ливником 12 виштовхується з напівформи 10.
Для виготовлення деталей використовують термопласти без наповнювачів (полістирол, поліетилен, капрон, лавсан, поліуретан, полі-формальдегіди тощо).
Лиття під вакуумом виконується з використанням епоксидних і ненасичених поліефірних смол, які полімеризуються під час додавання до них каталізаторів (затверджувачів) при нормальній або підвищеній температурі.
Епоксидні компаунди - це суміші епоксидних смол, наповнювачів (молоті кварцовий пісок, слюда тощо), пластифікатора і затверджувача Якість готового виробу і технологія процесів визначається складниками, які використані для утворення компаунду. Наприклад, при застосуванні затверджувачем поліетиленполіаміну полімеризація компаунду може відбуватися при нормальній температурі, а при використанні малеінового або фталевого ангідритів - тільки при підвищеній температурі (120 - ІвО^С). Компаунди з затверджувачами другого виду мають значно кращі фізико-механічні та експлуатаційні властивості
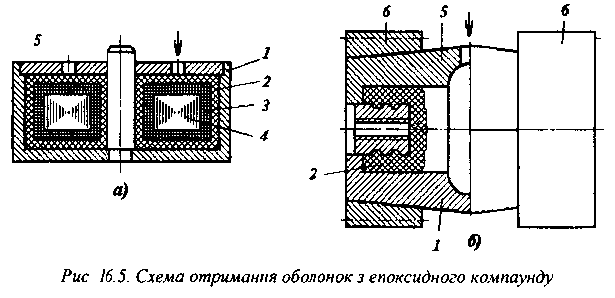
На рис. 16.5, а показано схему виготовлення трансформатора з витим феромагнітним осердям. Стрічковий магнітопровід 4 з намотаною на нього обмоткою 3 розташовують у формі 1 і через отвори в кришці 5 заливають епоксидний компаунд 2. На рис. 16.5, б показано схему виготовлення литого ізолятора Форму, яка складається з двох частин 1 і 5, скріплюють за допомогою конусних кілець 6. У центральні отвори закладають металеву арматуру 1 і через верхній отвір заливають компаунд 2 до повного заповнення форми. Компаунд, залитий у форми, піддається вакуумуванню під тиском не вище 0,05 - 1,3х103 Па. Після деякої витримки компаунду під вакуумом форму розташовують у термостаті, де при відповідній температурі закінчується полімеризація компаунду.