17.1.4. Механізація та автоматизація виготовлення валів і роторів
При масовому виготовленні валів і роторів їх обробка, як правило, виконується на автоматичних лініях.
Автоматичною лінією називають сукупність технологічного обладнання, встановленого в послідовності технологічного процесу обробки, з’єднаного автоматичним транспортером і оснащеного автоматичними завантажувально-розвантажувальними засобами та однією спільною системою керування або декількома взаємозв’язаними системами керування.
До позитивних властивостей автоматичних ліній належать полегшення умов праці та підвищення її продуктивності, зменшення потреб у виробничих площах і допоміжних транспортних засобах зменшення обсягу незавершеною виробництва, забезпечення чіткого виробничого ритму.
Недоліки автоматичних ліній - можливість виготовлення тільки однотипних деталей при незначних відмінностях у габаритах та наборі операцій технологічного процесу; трудомісткість переналагоджування на іншу деталь або інший технологічний процес; ^зменшення коефіцієнта використання верстатів, яке зумовлене простоюваннями, що виникають через непрацездатність одного з видів технологічного обладнання, з якого складається лінія; потреба в спеціалістах високої кваліфікації, які виконують налагоджування; більш високі вимоги до стабільності розмірів заготовок та якості матеріалів, з яких їх виготовляють.
Вид верстатів та їх кількість, тип завантажувально-розвантажувальних пристроїв, транспортера та іншого обладнання, з якого складається автоматична лінія, визначається габаритами'деталей, які можна обробити, технологічним процесом та заданою продуктивністю.
За характером виконання технологічних операцій розрізняють лінії послідовної, паралельної та послідовно-паралельної обробки.
При обробці валів найчастіше використовують лінії послідовної обробки. У таких лініях застосовують транспортні системи двох видів: з транспортуванням валів при поздовжньому розташуванні осі вала відносно осей верстатів, на яких виконується обробка, і при поперечному розташуванні цих осей.
Єхема автоматичної лінії першого виду показана на рис. 17.11.
Обробка валів виконується так:
вихідний магазин 1 завантажують заготовки, з якого вони пооддаці надходять на транспортер, що доставляє їх до живильника (завантажувально-розвантажувальний пристрій) 2, який встановлює заготовку на фрезерно-центрувальний верстат 3;
•на фрезерно-центрувальному верстаті 3 виконується фрезерування торців вала і висвердлювання центрових отворів (І), після чого живильник 2 знімає оброблену заготовку, а на її місце встановлює нову;
• транспортер передає заготовку до живильника 4, який встановлює її на токарно-копіювальний верстат 5, що здійснює чорнову обробку вала з боку його вихідного кінця (II);
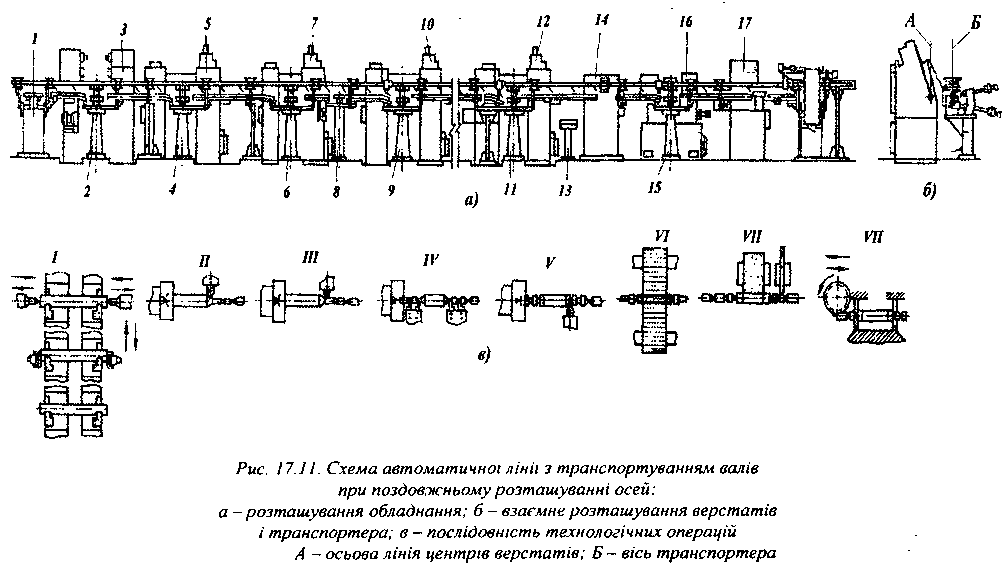
• по завершенні операції II заготовка подається до живильника 6 і встановлюється на токарно-копіювальний верстат 7, на якому виконується чистова обробка поверхонь, які були попередньо оброблені на верстаті 5 (III);
• заготовка надходить на кантувач 8, який повертає її на 180°;
•живильник 9 встановлює заготовку на токарно-копіювальний
верстат 10, який здійснює чорнову обробку вала з боку шийки вала під вентилятор (IV);
• за допомогою живильника 11 заготовка надходить на токарно-копіювальний верстат 12, де здійснюється чистова обробка поверхонь, які були попередньо оброблені на верстаті 10 (V);
• на накатному верстаті 14 накатують рифлення на центральній частині вала (VI);
•живильник 15 подає заготовку на круглошліфувальний верстат 16, де здійснюється шліфування рифлень і шийки вала під вентилятор (VII);
• на фрезерному верстаті 17 виконується фрезерування шпонкової канавки (VIII);
• готовий вал надходить до кінцевого магазину 18.
Керування лінією здійснюється з пульта 13.
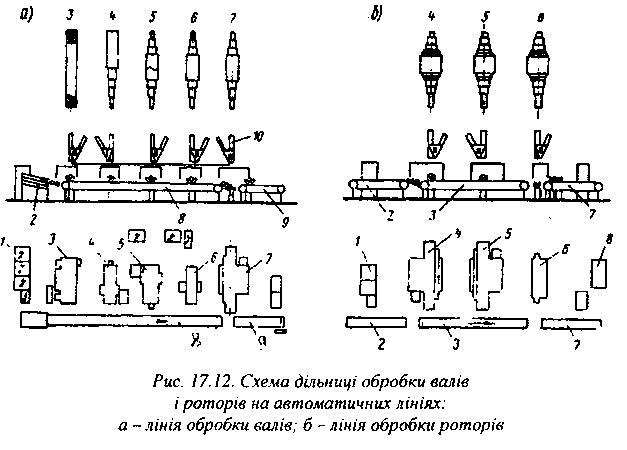
На рис. 17.12 показано дільницю обробки валів і роторів на автоматичних лініях з поперечним розташування осей валів до напрямку транспортування. У цьому випадку осі всіх верстатів розташовані перпендикулярно до транспортера Встановлення і знімання деталей на верстати здійснюється за допомогою портально-грейферних пристроїв, якими оснащено кожний верстат. На початках і кінцях ліній є нако-пичувачі (магазини) заготовок і готових деталей.
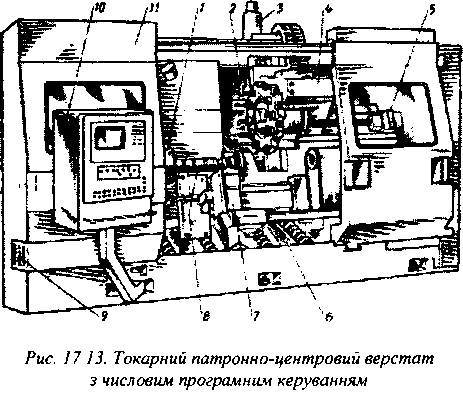
На підприємствах з широкою номенклатурою виробництва при невеликій серійності для обробки валів і роторів застосовують верстати з числовим програмним керуванням, які можна швидко переналагоджувати на обробку виробів інших типів. На рис. 17.13 показано зовнішній вигляд такого верстата Ці верстати можуть виконувати усі види токарної обробки деталей складної конфігурації Чорнова і чисто-ва обробки виконуються за один установ різними інструментами. Автоматична зміна інструмента здійснюється за допомогою дванадцяти позиційної інструментальної головки. Верстат споряджено спеціальними давачами, які дозволяють контролювати зношування різального інструмента та подають команди на його автоматичну заміну в разі необхідності.