17.2.2. Виготовлення остовів роторів
Остови якорів потужних машин - це ребристі зварні конструкції, які залежно від розмірів і призначення мають різне конструктивне виконання. Одначе побудова технологічних процесів механічної обробки остовів різних виконань ідентична Обробка остовів повинна забезпечити концентричність посадкових поверхонь ступиць і поверхонь ребер, на які встановлюють шихтовані осердя, а для машин постійного струму ще й центрувального пояска для насаджування колектора.
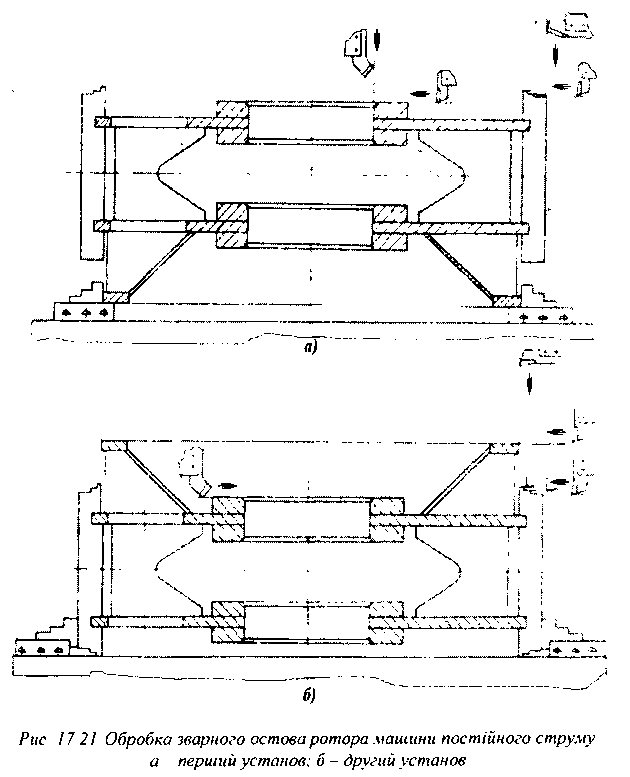
На рис. 17.20 показано конструкцію остова ротора потужного прокатного двигуна постійного струму, з якого видно, що токарну обробку цього остова можна виконати тільки на токарно-карусельному верстаті за два установи. На першому установі будуть оброблені посадкові місця ступиць, підрізання торця однієї зі ступиць та обробка ребер. На другому установі обробляють центрувальний пояс для насаджування колектора і підрізають торці другої ступиці. Схема обробки ступиці показана на рис. 17.21.
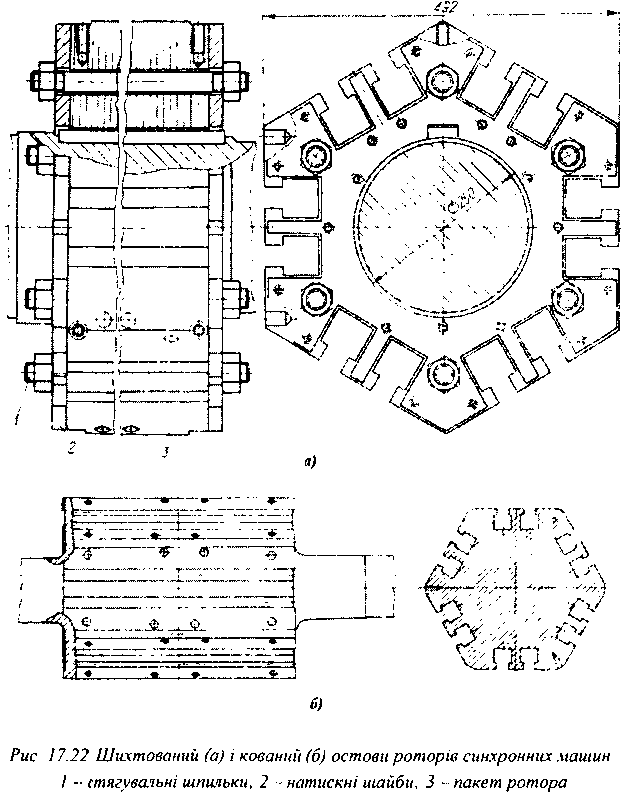
Конструкційне виконання, а отже, і технологія обробки остовів роторів синхронних машин залежить від габаритів машини і потужності пресового обладнання заводу-виготівника. Як правило, в машинах до 18 габариту остови роторів виконуються шихтованими з штампованих
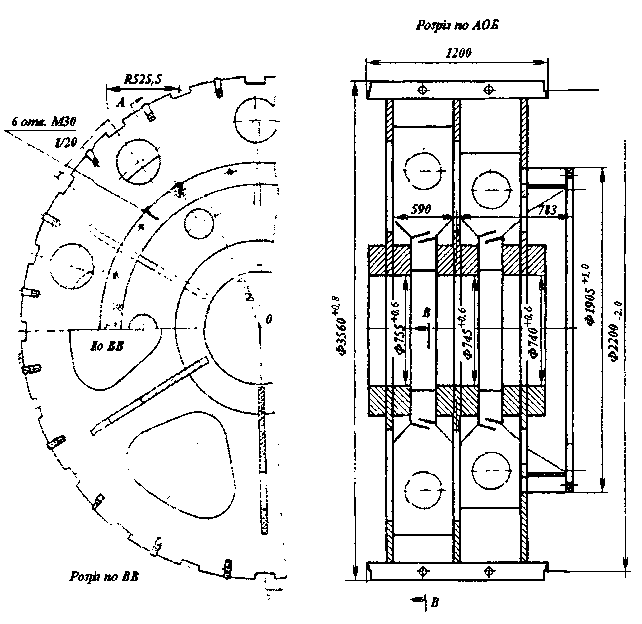
Рис 17 20. Остов ротора потужного двигуна постійного струму
сталевих листів завтовшки від 1,0 до 6,6 мм (рис. 17.22, а). Остови стягуються шпильками 1, які проходять через натискні шайби 2 і листи 3. Заразом, для виготовлення швидкохідних особливо відповідальних машин остови роторів цього типу машин можна виконувати як одне ціле з валом (з однієї поковки або зіштукованими методами зварювання в осьовом} напрямку), рис. 17.22, б.
Внаслідок наявності похибок штампування та шихтування не завжди вдається забезпечити необхідну якість поверхонь центрального отвору, граней і пазів, що зумовлює необхідність додаткової обробки остовів на карусельних і фрезерних верстатах.
Обробка суцільних і шихтованих остовів виконується майже однаково. Після обточування остову по зовнішньому діаметру виконується розмічування граней та Т-подібних пазів. Грані й пази остовів діаметром до 1500 мм можна фрезерувати на горизонтально-розточних верстатах за схемою, яка показана на рис. 17.23. Остов кінцями вала встановлюється на призмах і виконується вивірювання цього положення.
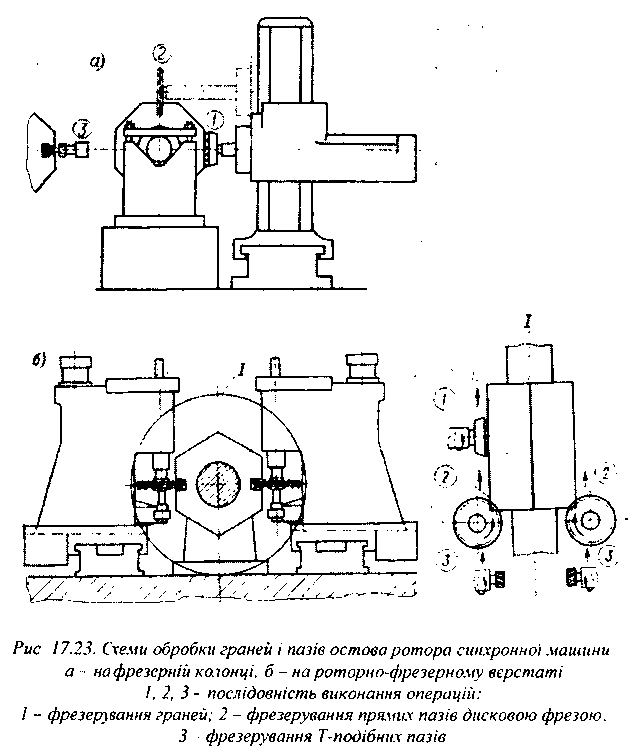
Грані фрезеруються торцевою фрезерною головкою, а потім, за допомогою тристоронньої дискової фрези прорізаються прямокутні пази Для обробки Т-подібних пазів використовують спеціальні фрези. Після фрезерної обробки розмічають отвори під пружини і різеві отвори під шпильки для кріплення міжполюсних розпорок. Обробка отворів виконується на радіально-свердлувальних верстатах.