17.3.1. Обробка ексцентричних деталей
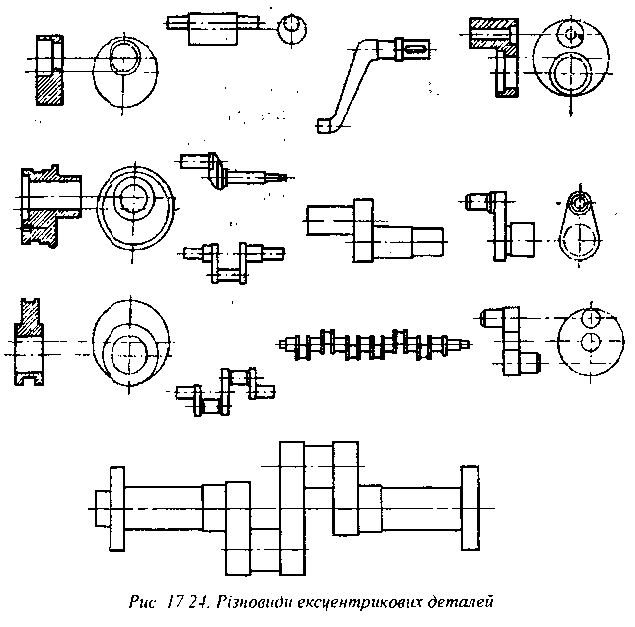
До класу ексцентричних деталей належать ексцентрики, ексцентричні валики, колінчасті вали та інші деталі, що мають дві (або більше) групи циліндричних поверхонь, осі яких розташовані на визначеній відстані одна від одної. Ці поверхні можуть бути усі зовнішніми, усі внутрішніми або частина зовнішні, а частина - внутрішні (рис. 17.24).
Основними способами побудови технологічних процесів обробки таких деталей є:
•обробт в декілька установ, коли коЖна з ексцентрично розташованих циліндричних поверхонь обробляється при окремому установі;
• обробка в один установ на декількох позиціях, що вимагає застосування багатопозиційних пристроїв, які дозволяють встановлювати деталь у різних положеннях відносно шпинделю верстата при одному закріплюванні;
• обробка в один установ на одній позицій яка вимагає застосування багатоілпиндельних верстатів або використання схеми “некруглого обточування”, при якому деталь обертається, а розташування різця відносно осі обертання неперервно змінюється за заданим законом.
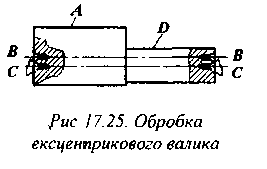
На рис. 17.25 показано як можна виготовити ексцентричний валик за два установи. Така обробка виконується в центрах. Заготовка має дві пари центрових отворів, відстань між осями яких В-В і С-С дорівнює ексцентриситету. Частина валика А обробляється при встановленні заготовки на центрові отвори В-В, а інша частина D - на іншій парі центрових отворів С-С. Зрозуміло, що точність виготовлення такого валика значною мірою залежить від точності взаємного розташування центрових отворів.
Особливості технологічних завдань, які вирішують під час виготовлення колінчастих валів, випливають з необхідності забезпечення паралельності осей корінних і шатунних шийок, розташування осей шатунних шийок на заданій відстані від осей корінних шийок, розташування усіх осей корінних шийок на одній лінії, забезпечення заданих кутів розташування шатунних шийок.
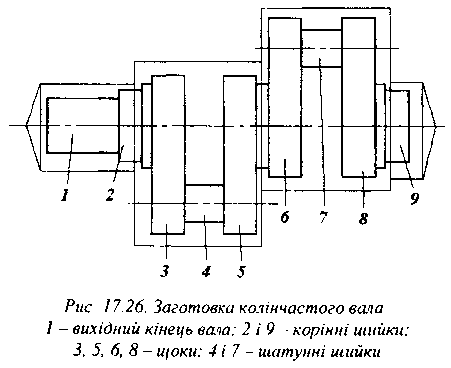
Колінчасті вали виготовляють зі сталей різних марок або чавуна Заготовки отримують методами кування, гарячого штампування, відливання або згинанням прямої заготовки, що використовується тільки при виготовленні малих колінчастих валів. Приклад заготовки, отриманої методом гарячого штампування, показано на рис. 17.26.
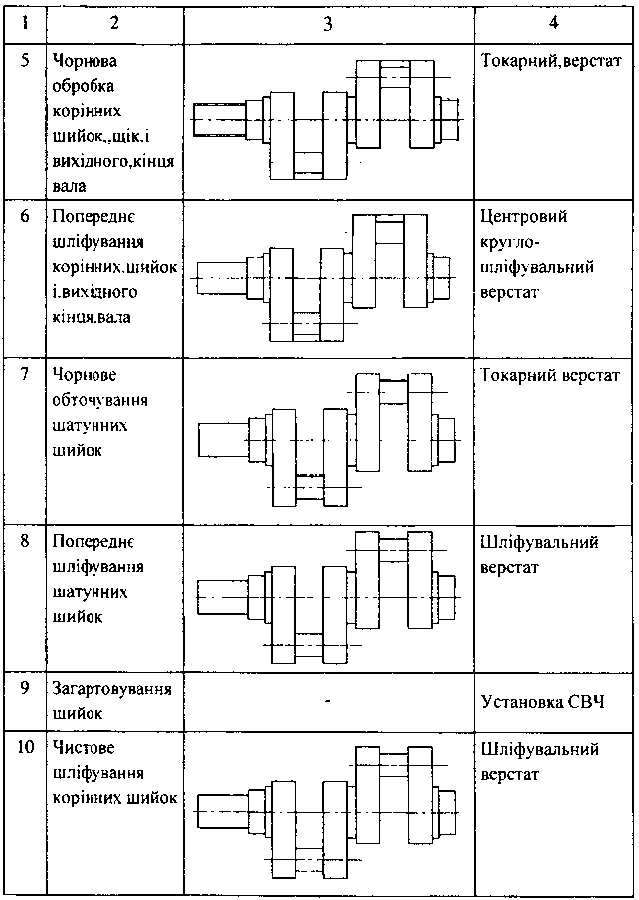
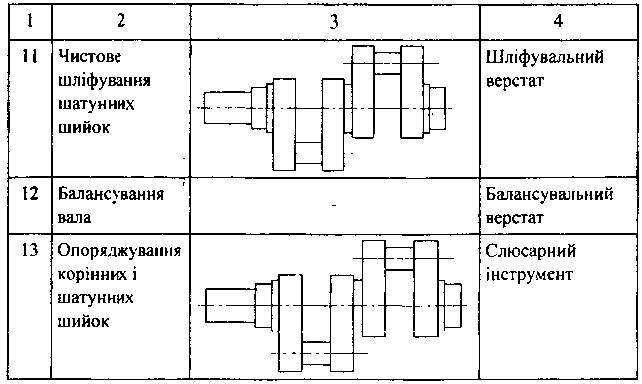
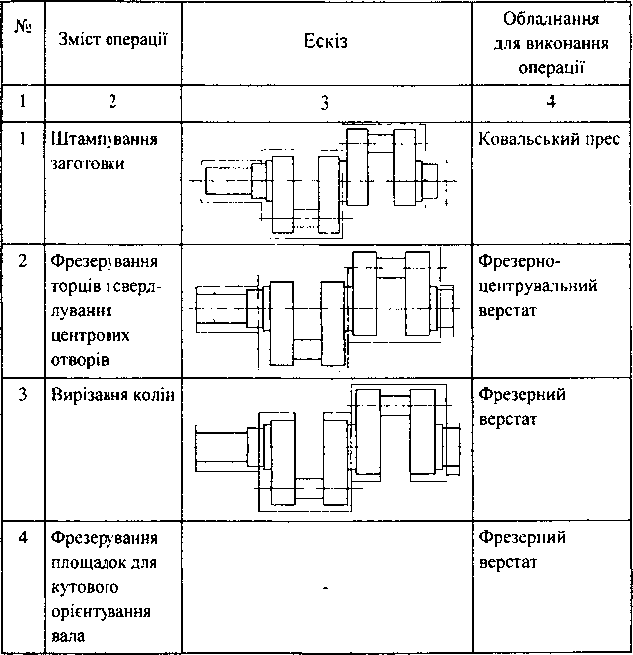
Приклад технологічного процесу обробки колінчастого вала наведено в табл. 17.4.
Таблиця 17.4
Виготовлення колінчастого вала
Розділ 17 Продовження табл 17 4