20.1. Виготовлення кришок підшипників
Кришки підшипників виготовляють литйми або штампованими. Литі кришки виготовляються з сірого чавуну або алюмінієвих
сплавів. Штамповані кришки підшипників, які використовують у простих за конструкцією електричних машинах малої потужності, як правило, виготовляються з листової сталі.
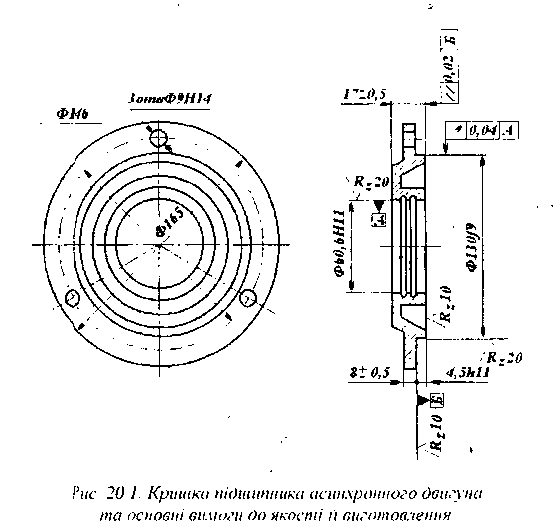
Кришки підшипників призначені для фіксації осьового положення ротора, захищають підшипник від попадання бруду та води, а при використанні відкритих підшипників разом з іншими елементами конструкції підшипникового вузла утворюють порожнину, що заповнюється мастилом.
Типова конструкція та вимоги до якості обробки литих підшипникових кришок показані на рис. 20.1.
Токарна обробка литих підшипникових кришок в одиничному виробництві виконується на токарно-гвинтонарізних або токарно-револь-верних верстатах. Для базування та закріплювання кришок на верстатах використовується зовнішня циліндрична поверхня і торець кришки, який не піддається обробці. Свердлування отворів, як правило, виконується на вертикально-свердлувальних верстатах з використанням кондукторів. Технологічними базами при свердлуванні використовують оброблений торець і заточку підшипникової кришки.
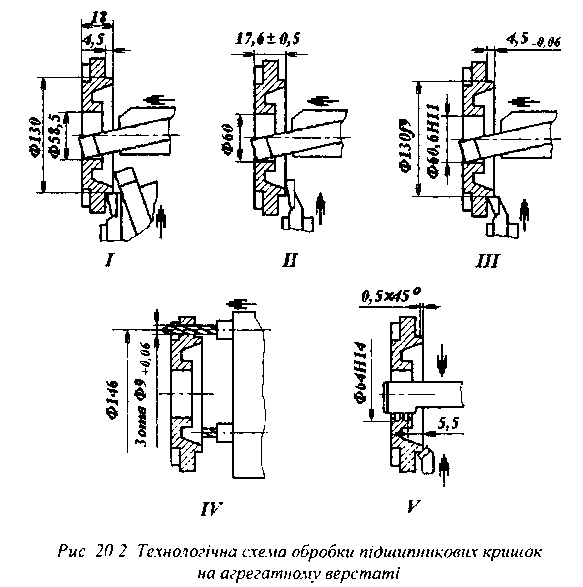
У масовому виробництві для обробки підшипникових кришок застосовують напівавтомати різних модифікацій та агрегатні верстати Технологічна схема обробки підшипникової криіііки, аналогічної за конструкцією до показаної на рис. 20.1, зображена на рис. 20.2.
Штамповані кришки підшипників, як правило, механічній обробці не піддаються.