15.7. Тара і підготовка її до консервування
Дерев'яна і картонна тара. Для виготовлення бочок місткістю 50 — 100 л найкращими є осикові, липові, букові та чинарові дошки. У бочки фасують повидло, варення, пюре, джеми, томатну пасту, сульфітовані плоди та ягоди, солоні й квашені овочі. Бочки мають шпунтовий отвір. Вони повинні бути відремонтованими, замоченими, продезінфікованими. Бочки замочують у воді на 10 — 20 діб, змінюючи воду 5 — 6 разів. Потім їх ошпарюють окропом чи парою і обробляють лугом, кальцинованою або каустичною содою.
Для герметичності при фасуванні в сухотарну бочку вкладають поліетиленовий мішок з плівки завтовшки 0,2 мм. Фанерні барабани виготовляють з тришарової березової, осикової або соснової фанери, в які при фасуванні вкладають також поліетиленові мішки.
Дерев'яні ящики роблять тесовими (для транспортування продукції) та фанерними (для фасування мармеладу, повидла, цукатів, сушених овочів, плодів, халви та ін.). Ящики виготовляють суцільними для транспортування консервів на великі відстані та решітчастими — для перевезення порожньої тари. Консерви й сушену продукцію пакують у картонну тару з гофрованого або щільного картону. Для замороженої продукції використовують коробки з водостійкого картону, просякнутого парафіном, інколи — паперові мішки, виготовлені з багатошарового паперу — крафт-мішки.
Металева тара виготовляється переважно з білої, хромованої чи алюмінованої жерсті, а також алюмінієвих та алюмінієво-магнієвих сплавів. Використовують її для фасування соків, томатопродук-тів, джему, меду та ін.
Для консервування використовують також тару з холоднокатаної жерсті завтовшки 0,18 — 0,36 мм, на поверхню якої наносять шар олова гарячим чи електролітичним способом завтовшки 0,6 — 0,8 мкм з обох боків. Однак така жерсть має високі корозійні властивості, що вимагає якісного лакованого покриття.
Металеві банки бувають збірними та цільноштампованими. Збірні банки мають корпус, дно і кришку. Корпус герметизується паяним чи поздовжнім швом, а дно і кришка з'єднуються з корпусом поперечним швом. Для герметизації застосовують спеціальні пасти. Цільноштамповані банки виготовляють без поздовжнього та нижнього закаточних швів.
Розміри банок регламентуються стандартом та позначаються номерами. На банках не повинно бути зморщок та тріщин, а внутрішнє лакове покриття банок та кришок має бути стійким при стерилізації в модельних розчинах: дистильованій воді, 2 %-му розчині винної та 3 %-му розчині оцтової кислот, 3 %-му розчині кухонної солі.
Полімерна тара використовується для фасування джему, повидла, томатопродуктів гарячого розливання. Бочки з пропілену міцні, витримують багатоярусне укладання. З плівкових матеріалів виготовляють пакети для пакування фруктів та овочів, заморожених і сушених плодів та овочів. Вони бувають одно- і багатошарові. У такій тарі можна стерилізувати консерви. Для зручності транспортування пакети вкладають у картонні коробки. Тверду полімерну тару роблять з термостійкої плівки з поліхлорвінілхлориду або полістиролу.
Для фасування соків і напоїв застосовують комбіновані матеріали на основі щільного паперу чи картону. З цією метою комбінують фольгований картон з нанесенням з обох боків термопластичного матеріалу, наприклад поліетилену. Продукцію у таку тару фасують в асептичних умовах або з добавкою консервуючих речовин — сорбінової кислоти чи її солей. Із полімерних матеріалів методом лиття виготовляють багато видів ящикової тари, стійкої проти агресивних середовищ.
Скляна тара (банки, пляшки) випускається місткістю від 0,2 до 10 л. Банки мають бути прозорими. Способи закупорювання їх різні, але найпоширеніший спосіб СКО (скляна, консервна, обтискна) — це жерстяними лакованими кришками з гумовими кільцями для ущільнення. Цей спосіб закупорювання надійний, однак продуктивність закатувальних машин низька.
Спосіб закупорювання СКН (скляна, консервна, натискна) поєднується із створенням вакууму, внаслідок чого гумове кільце затискається між кришкою та банкою.
Спосіб СКГ (скляна, консервна, гвинтова) передбачає наявність гвинтоподібних виступів на банці та гвинтоподібних канавок на кришці. Використовують для закривання консервів, які стерилізуються при температурі до 100 °С.
Підготовка тари до консервування складається з її інспектування, за якого вибраковують банки з будь-якими дефектами — напливами, деформовані, з тріщинами. Потім тару перевертають догори дном, щоб видалити рештки скла. Тару нову і повторного використання не слід змішувати. Якщо тара зберігалася у холодному приміщенні, перед миттям її обігрівають, витримуючи при температурі 15 - 20 °С.
Тару миють в окремому приміщенні, ізольованому від виробничого цеху, але яке знаходиться поряд з відділенням для фасування продукції. Скляні банки миють на банкомийних машинах різних типів (СП-60М, СП-70, СП-72), призначених для миття скляних банок місткістю 500, 800 та 1000 мл з діаметром вінця 82 мм. Продуктивність машин 3000 банок за годину. На машині СП-72 можна також мити банки місткістю 6500, 2000 і 3000 мл продуктивністю 1200 банок за годину.
Усі банкомийні машини працюють приблизно в такому режимі: відмочування забруднень у воді при 45 °С протягом 1,64 — 2,78 хв, відмочування забруднень у розчині лугу при 80 °С упродовж 3 — 3,8 хв, шприцювання лужним розчином з температурою 80 °С — 0,45 — 0,84 хв, шприцювання зворотною водою з температурою 85 °С — 0,45 - 1,68 хв, шприцювання чистою водою — 0,28 - 0,42 хв. Тривалість окремих процесів залежить від марки машини та місткості банок.
Технологічний процес починається з подавання банок конвеєром на стіл завантаження, а потім у гнізда носіїв (тримачів). Тримачі основного конвеєра з банками переміщуються в першу водяну (від-мочувальну) ванну. Перебуваючи на петлі переходу з першої ванни до другої, вода з банок виливається у першу ванну, а потім банка занурюється у мийний розчин другої ванни. Далі тримачі з банками рухаються вгору по похилій і двічі шприцюються мийним розчином. На верхній ділянці тримача тара знову шприцюється з трьох позицій: всередину та з двох боків зовні водою з температурою 40 — 45 °С, а потім двічі всередину та зовні чистою водою з температурою 50 - 55 °С. Під час руху до виштовхувачів вода стікає з банок, а потім виштовхувачі ставлять їх на конвеєр.
Процес миття відбувається в результаті комплексної дії різних фізико-хімічних факторів: змочування, набрякання, пептизації частинок, що забруднюють тару, температури, активності та гідродинамічної дії мийних рідин на поверхню банок. Відмивально-шприцювальні машини оснащені фільтрами для мийної рідини та насосами. На першій стадії шприцювання відбувається більш активним потоком води, ніж на другій, — просто змивання.
Основні мийні засоби — їдкий натр, тринатрійфосфат та рідке скло (на 1,5 тис банок витрачають близько 1 кг їдкого натру, 0,5 кг тринатрійфосфату або до 100 г рідкого скла).
Вимоги до якості миття. Для видалення різних плям із скляної тари використовують мийні засоби. Так, для зняття нежирних плям банки миють 6,5 %-м розчином їдкого натру, 3 %-м — тринатрійфосфату, 0,5 %-м — їдкого скла, а для зняття жирних плям — відповідно 30 %, 15 % та 2 %-м розчинами. Мийна суміш має 7 номерів.
Якщо миття не забезпечує бактеріальної чистоти, то проводять дезинфекцію вимитої тари розчинами хлорного вапна або хлораміну, нагрітих до 50 °С. Витримка 1-2 хв. Апарат для дезінфекції складається з ванни, конвеєра й витяжного зонта. Після дезінфекції банки шприцюють чистою водою.
Вимиту тару обробляють парою тоді, коли у процесі миття не забезпечується належна її чистота. Після ошпарювання температура банки має бути не нижче 80°, а різниця температур склотари і продукції — не більше 30 °С.
Після миття й ошпарювання проводять візуальне інспектування тари, під час якого виявляють погано помиту тару, банки з щербинками та іншими дефектами, непомітними на брудній тарі. Крім інспектування вибірково контролюють якість санітарної обробки тари. Безпосередньо перед наповненням відбирають 10 банок: 5 — для визначення фізичної чистоти, 3 — для встановлення бактеріальної забрудненості, 2 — для перевірки залишків мийних та дезинфікуючих засобів.
Фізичну чистоту внутрішньої поверхні визначають так: у банку заливають 10 — 50 мл забарвленого розчину (10 г фенолу, 10 мл гліцерину, 2 г основного фуксину на 300 мл води). Розчин рівномірно розподіляють по внутрішній поверхні банки. Банка відповідає вимогам чистоти, якщо після нанесення розчину на внутрішній поверхні залишається суцільна плівка розчину. Зазвичай чистоту тари контролюють 4 рази за зміну.
Бактеріальну забрудненість банок встановлюють після бактеріологічного аналізу. Кількість бактерій не повинна перевищувати 500 клітин на одну банку.
Під час фасування томатного соку та інших продуктів, які стерилізують у потоці або фасують способом гарячого розливання, на внутрішній поверхні банок допускається не більше 10 клітин бацил типу субтиліс. Присутність дріжджів, плісеневих грибів та неспоро-утворюючих бактерій не допускається.
Наявність залишків лугу встановлюють у пробі, додавши кілька крапель розчину фенолфталеїну, після чого утворюється рожеве забарвлення. Як правило, перевіряють один раз за зміну. Відсутність хлору встановлюють якісною реакцією з ортолуїдином: 10 мл змивної води змішують з 1 мл 0,35 %-го розчину солянокислого ортолуї-дину. Забарвлення розчину в жовтий колір свідчить про наявність у пробі хлору. Перевіряють один раз за зміну.
Підготовка кришок. Металеві кришки з гумовими кільцями розбраковують, укладають урозкид у металеві сітки зовнішнім боком догори, промивають теплою водою і кип'ятять у воді 2 — 3 хв. Кришки, призначені для закупорювання консервів, що фасуються гарячим розливанням, миють у гарячій воді або обробляють парою при 100 °С протягом 1 — 2 хв. Кришки з комбінованими прокладками та прокладками з полімерних матеріалів обробляють 15 — 20 хв сухою парою.
Металеву тару перед наповненням вибірково перевіряють на герметичність, шприцюють гарячого водою з температурою 70 — 80 °С, прошпарюють парою під тиском 0,1 — 0,15 МПа.
Фасування рідких мас здійснюється на автоматичних та напівавтоматичних машинах, а густих — вручну. Для наповнення циліндричних консервних банок рідкими харчовими продуктами застосовують наповнювальні та дозувально-наповнювальні автомати. Вони бувають трьох типів: ДН1 — для заповнення вільного об'єму банок продуктами в'язкістю до 0,4 Па с (соки, напої, заливка); ДН2 — для об'ємного дозування та наповнення банок продуктами в'язкістю до 4 Па с (пюре, соки з м'якоттю та ін.); ДН3 — для об'ємного дозування і наповнення банок продуктами в'язкістю 3 — 8 Па с (паста, повидло, джем) (рис. 27).
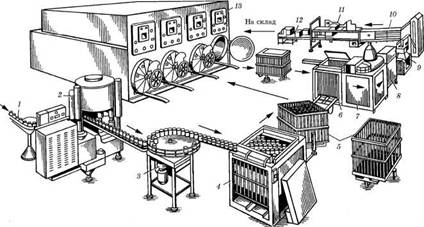
Рис. 27. Технологічна лінія закупорювання, стерилізації та обробки консервів:
1 — подача банок у закупорювальну машину; 2 — закупорювальна машина; З — стіл-нагромаджувач; 4 — пристрій для завантаження корзин; 5 — корзини;
6—8 — блоки стерилізації; 9 — лінія обробки, етикетування банок; 10 —
транспортний засіб; 11 — стіл для вкладання банок; 12 — ящики; 13 — пульт
керування режимами роботи
При наповненні банок автоматами ДН1 різниця в рівні продукту в них не повинна перевищувати 3 мм, автоматами ДН2 та ДН3 — ± 3 % для доз від 100 до 1000 мл та ± 2 % для доз від 1000 до 10 000 мл. Точність дозування за рівнем маси визначають замірюванням різниці між максимальними та мінімальними відстанями від торця горловини банки до дзеркала продукту.
Велике значення для зберігання виготовленого продукту має видалення з нього повітря. Цей процес називається ексгаустуванням і проводиться після заповнення банок та перед їх закупорюванням. Багато повітря надходить у банку разом з продуктом та при заповненні заливкою. Чим нижча температура фасування, тим більше повітря потрапляє у продукт. Кисень повітря, взаємодіючи з різними речовинами, зумовлює зміну забарвлення, смаку та аромату продукту, утворення шкідливих речовин. Так, наявність кисню викликає корозію металевої тари й металевих кришок через наявність у лаковому чи олов'яному покритті оголених ділянок жерсті. Органічні кислоти, що реагують з металом, виділяють іони водню, які взаємодіють з киснем повітря. Процес корозії триває до нагромадження в банках значної кількості водню. Крім того, кисень може сприяти розвитку залишкової мікрофлори. При стерилізації наявність повітря викликає підвищення тиску в банках. Все це вимагає зменшення повітря в банках з продукцією. Цього досягають тепловим чи механічним ексгаустуванням: банки з продуктом та незакритими кришками пропускають через ексгаустери протягом 8—10 хв, обробляють парою, після чого закупорюють. Перспективним для проведення ексгаустування є використання інфрачервоного випромінювання.
Різновид теплового ексгаустування — попереднє підігрівання продукту (томатної пасти, овочевої ікри) перед фасуванням або заповненням продукту гарячою заливкою (сиропом, соусом, розсолом), внаслідок чого після остаточного охолодження продукту в банці створюється вакуум. Механічне ексгаустування проводять створенням вакууму при закупорюванні на вакуум-закатних машинах.
Відповідальним технологічним процесом є закупорювання банок. Тільки повна герметичність дає змогу провести подальші стерилізацію і тривале зберігання. Металеві банки герметизують подвійним закатним швом. Банки з продуктом герметизують автоматичними або напівавтоматичними закатними (для металевих та для скляних банок типу І) й закупорювальними (для скляних банок типу ІІ, ІІІ, РТ, «Омніл») машинами.
Після закупорювання банки миють, щоб видалити рештки жиру та інші забруднення. Якщо на банках жиру немає, то їх обмивають гарячою водою під душем. Якщо жир не видалити з поверхні банок при стерилізації, він розкладається, виділяючи вільні кислоти, які, реагуючи з солями заліза, кальцію, магнію, утворюють нерозчинні сполуки — мила, які міцно утримуються на поверхні жесті.
Для видалення жиру банки миють у машинах типу МЖУ-125 або МЖУ-250 0,5-м розчином лугу, до якого інколи додають рідке калієве мило. Мийний розчин підігрівають до 70 — 80 °С. Після миття лугом банки промивають чистою водою.
Маркування. На готовій продукції роблять маркування у вигляді тексту на тарі чи етикетці, де вказано підприємство-виготовлювач, його товарний знак, назву продукту й нормативно-технічної документації, масу нетто чи об'єм, сорт, умови зберігання тощо. На дно металевих банок наносять символ з цифр та букв, у якому зашифровано галузь (К — харчова, М — м'ясомолочна, Р — рибна), номер заводу, остання цифра — рік виготовлення, у другій стрічці ставлять семизначний індекс, у якому вказується номер зміни (один знак), число (два знаки), місяць (один знак букви алфавіту: січень — А, лютий — Б, березень — В, квітень — Г, травень — Д, червень — Е, липень — Ж, серпень — І, вересень — К, жовтень — Л, листопад — М, грудень — Н). Останні три знаки означають асортиментний номер консерви.
Облік консервованої продукції. Для обліку використовують одиницю — умовну банку для фасованої у металеву, скляну чи дерев'яну тару. Умовна банка для м'ясних, молочних, рибних консервів — це жерстяна банка № 8 місткістю 353,4 мл, а для плодоовочевих консервів — умовна банка (УБ) місткістю 400 мл. Продуктивність консервних підприємств виражають тисячами (ТУБ) або мільйонами (МУБ) умовних банок. Нині ще роблять облік продукції у тоннах.
Транспортування, зберігання сировини і продукції. Консервний цех чи завод має навіс з азбошиферу, відкритий з трьох боків для доброї циркуляції повітря та зручності роботи транспорту. Підлогу роблять водонепроникною з нахилом до каналізації. Розміри майданчика визначаються продуктивністю заводу. Одночасне навантаження на 1 м2 становить 300 — 600 кг сировини.
Ящикові піддони розраховані на складування у висоту до 6 ярусів (4 - 5,5 м). Зберігають консервовану стерилізовану продукцію при температурі від 0 до 20 °С, а нестерилізовану (повидла, джеми) — при 10 — 20 °С, солоні і квашені продукти, пастеризовані маринади — при 0 - 2 °С.