13.13. Фасування сировини в банки
Для наповнення банок на м’ясоконсервних заводах передбачається окреме порційне приміщення, де встановлюють відповідне обладнання і здійснюють такі технологічні операції: заповнення продуктом підготовлених банок; контрольне зважування банок після порціювання (фасування); герметизацію банок із маркуванням кришок; перевірку банок на герметичність і миття заповнених банок.
Фасування вмісту в банки здійснюють на порціювальному обладнанні або вручну, залежно від об’ємів виробництва і виду сировини.
Банки наповнюють згідно з рецептурою у такій послідовності: спочатку в банку закладають лавровий лист, потім суміш мелених спецій з сіллю, бобові (для м’ясо-рослинних), жир у розтопленому стані, м’ясопродукти, які за потреби заливають бульйоном або соусом.
У жерстяну тару при виготовленні консервів на зразок «Шинка», «Ковбасний фарш», паштетів тощо на дно нелакованих банок і під кришечку укладають кружки з жиростійкого паперу або пергаменту для зменшення контакту продуктів із жерстю та запобігання корозії.
Маса нетто консервів має бути в банці № 1 — 1QQ г, № 3 та 4 — 25Q г, № 8 — 325 г, № 12 — 525 г.
Залежно від виду сировини коефіцієнт заповнення банок дещо змінюється, але не повинен перевищувати Q,96. У разі переповнення банок виникає фізичний бомбаж їх унаслідок розширення вмісту під час стерилізації.
Рідкі (бульйони, соуси), сипкі (спеції, крупи, сіль) і пластичні (фарш, паштети) матеріали дозують за об’ємом за допомогою мірних наповнювальних циліндрів. Заповнення таких циліндрів рі- диною та сипкою сировиною здійснюють зануренням мірників або під впливом сил тяжіння (власної ваги), а розвантаження мірників — під впливом власної ваги.
Пластична сировина засмоктується (або злегка підпресовуєть- ся) у мірні циліндри і після заповнення витискується поршнем.
Якщо сировина має неоднорідну структуру (м’ясо птиці та кролів з кістками) або коли потрібно зберегти форму шматочків м’ясопродуктів (язики, шинка, сосиски, обсмажений мозок та ін.), то її фасують уручну.
Значну частину консервів фаршевого (паштетного) типу та м’ясо, нарізане на шматки невизначеної форми, фасують з використанням дозувально-наповнювальних машин. З цією метою в цехах установлюють відповідно дві паралельні лінії для фасуван- ня з дозаторами для фаршевої і шматкової сировини.
Aвтоматичне дозування сировини, нарізаної на шматки, під час виготовлення консервів «М’ясо тушковане», «Гуляш» тощо здійснюють на наповнювальних машинах типу В2-ФНЛ, AДМ-3, AДМ-4 та ін.
Технічну характеристику дозувально-наповнювальних машин наведено в табл. 13.1Q.
|
Таблиця 13.10. Технічна характеристика дозувально- наповнювальних машин
|
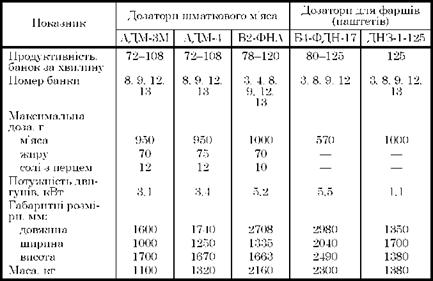
На підприємствах України для фасування шматкового м’якушевого м’яса використовують дозувально-наповнювальні автомати типу AДМ або В2-ФНA. Aвтомат В2-ФНA (рис. 13.17) має станину
з приводом, на якій розміщено приймальний стіл для банок з ме-
|
Рис. 13.17. Автомат В2-ФНА для наповнення металевих банок м’ясом: 1 — бункер для м’яса; 2 — дозувальна башта; 3 — дозатор жиру; 4 — дозатор солі з перцем; 5 — пульт керування |
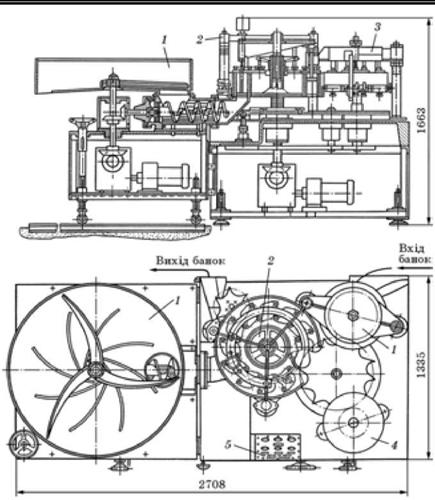
ханізмом для приймання порожніх банок і відведення заповнених, дозатор для солі і жиру, бункер для м’яса зі шнеком-живиль- ником і дозувальна башта з пристроєм для витискання доз продукту.
Дозувальна башта має отвори для формування доз за розмірами банок і обертається навколо вертикальної осі. Знизу башти розміщено нерухомий стіл, який має квасолеподібний отвір для підведення м’яса з бункера і отвір для витискання дози при суміщенні дозувальних циліндрів з порожніми банками.
М’ясо з бункера шнековим живильником подається знизу у циліндричні отвори дозувальної башти і заповнює їх. Циліндри- дозатори мають вільно рухомі поршні зі штоками. При кожному повороті дозувальної башти циліндри почергово суміщуються з живильником. М’ясо під тиском заповнює циліндри знизу. При цьому поршень зі штоком піднімається вгору. Пристрій для витискання доз має напрямну, розміщену над баштою по траєкторії руху поршнів. При підніманні поршня у верхньому положенні шток контактує з напрямною і зупиняє рух поршня. Хід поршня (величина дози) регулюється довжиною штока поршня.
Після заповнення вміст циліндра при обертанні башти відокремлюється від маси м’яса в живильнику відрізанням дози нерухомим ножем, що розміщений на нерухомому столі за отвором для надходження м’яса.
При подальшому обертанні вміст циліндрів переноситься до отвору в столі для витискання дози. На цей момент банка з дозами лаврового листа (укладається вручну), солі і розтопленого жиру за допомогою живильної зірки знизу суміщується з циліндром. Напрямна пристрою витискання доз на цій ділянці має нахилене положення. Штоки поршнів у дозувальних циліндрах при обертанні башти внаслідок контактування з похилою напрямною опускаються і витискують дозу в банку.
Фаршеву та паштетну масу закладають у банку за допомогою ковбасних вакуумних шприців, які мають діаметр на 1 — 2 мм менший за діаметр банки і загнуті під кутом 90°. Банки наповнюються фаршем у момент, коли отвір цівки збігається з внутрішнім об’ємом банки, що надходить до шприца на конвеєрі.
За значних обсягів виробництва доцільно використовувати до- зувально-наповнювальні автомати типу Б4-ФДН-17, ДН3-1-125, які мають продуктивність 125 банок за хвилину.
Основними складовими цих автоматів є станина, карусель з дозаторами, продуктовий бак з продуктопроводом і регулятором подавання фаршу, копір, а також механізм приймання і транспортування порожніх банок, привід, електрообладнання і автоматика.
Дозатор призначений для дозування за об’ємом і видавання сформованої дози в банку. Поршні дозатора переміщуються за допомогою штоків, які обкочуються по копіру при обертанні каруселі й переміщують поршень угору або вниз.
Банки надходять до автоматів живильним конвеєром, приймальним пристроєм суміщуються з циліндрами-дозаторами каруселі й обертаються разом із ними. Дозатори мають блокувальний пристрій. Доза видається лише за наявності банки. Наповнені банки відвідним пристроєм знімаються з каруселі і переміщуються на конвеєр, який транспортує їх на ділянку контролю маси.
Контрольне зважування здійснюють уручну на настільних вагах або на конвеєрних інспекційних автоматах для контролю маси нетто консервів.
Для визначення маси нетто спочатку визначають середню масу порожньої банки. З цією метою 1 - 3 рази за зміну зважують партію по 100 порожніх банок і визначають середню масу порожньої банки.
При ручному фасуванні сировини зважують кожну банку, контрольне зважування наповнених машинним способом банок здійснюють не менше ніж тричі за зміну.
Наповнені банки місткістю до 1000 см3 зважують з точністю до ±0,1 г. Допустимі відхилення маси нетто для окремих банок регламентуються державними стандартами і не повинні перевищувати: від -4 до 8,5 % — для банок з масою нетто 350 г включно; ±3% — 350 - 1000 г; ±2% — понад 1000 г.
Для наповнення банок із ламістеру (стералкону) використовують лінію Б4-АЛУ-4 (ВАТ «Кримпродмаш»). Відштамповані на пресі Б4-СПР-51 банки завантажують у магазин лінії, звідки вони по одній подаються на наповнювальний конвеєр. Під час транспортування банки автоматично маркуються і заповнюються продуктом.
Зважені наповнені банки конвеєром подаються до закатних (герметизувальних) машин.