13.18. Визначення формули стерилізації
Консервні банки в спеціальних корзинах або касетах завантажують в апарати, призначені для стерилізації консервів. Такі апарати називають стерилізаторами.
Після завантаження корзин стерилізатори герметизуються і в них подається пара. Термічне оброблення консервів здійснюють за три фази: підігрівання нагрівального середовища в автоклаві і консервів до температури стерилізації; витримування за температури стерилізації протягом часу, потрібного для відмирання мікрофлори у вмісті в центрі банки; охолодження вмісту банки.
Після охолодження автоклави розгерметизовують і корзини (касети) з консервними банками вивантажують.
Процес стерилізації повторюється з новою партією консервів, тобто процес стерилізації консервів в апаратах періодичної дії здійснюється циклічно.
Умовний запис процесу стерилізації в автоклавах називають формулою стерилізації. Для автоклавів періодичної дії формула стерилізації має такий вигляд:
![]()
де А — тривалість прогрівання нагрівального середовища в автоклаві до температури стерилізації, хв; В — тривалість стерилізації, хв; С — тривалість зниження температури нагрівального середовища в автоклаві до температури (40±2) °С, хв; Т — температура стерилізації, °С; р — тиск нагрівального середовища в автоклаві під час фази В, МПа.
У технічній літературі формулу стерилізації іноді використовують у вигляді![]() без позначення тиску, враховуючи, що між
без позначення тиску, враховуючи, що між
температурою нагрівального середовища і тиском в автоклаві існує певне співвідношення. Проте для різних видів нагрівального середовища (пара, вода, пароповітряна суміш) між значеннями температури і тиску в автоклаві під час стерилізації існує відмінність.
При складанні формули стерилізації визначають температуру і тривалість витримування консервів за температури стерилізації (летальний час для мікроорганізмів) з виявленням інтегрального ефекту від впливу температури та часу її дії на мікроорганізми, а також час нагрівання і охолодження консервів.
Вибір температури стерилізації залежить від виду сировини та ступеня її обсіменіння мікрофлорою, значення стерилізуючого ефекту, допустимих для певного продукту змін його хімічного складу і органолептичних показників.
Формула стерилізації для кожного виду консервів регламентується нормативною документацією: державними стандартами, технічними умовами та технологічними інструкціями для них.
При створенні нових видів консервів, впровадженні нових технологій, типорозмірів консервної тари, при коригуванні та оптимі- зації режимів стерилізації потрібно визначати параметри формули стерилізації.
Визначені режими стерилізації для кожного виду консервів підлягають лабораторним дослідженням та випробуванням у промислових умовах.
Основним завданням технології консервного виробництва є виготовлення доброякісної продукції, яка має високі органолептичні властивості та унеможливлює вірогідність харчових отруєнь упродовж гарантованого терміну зберігання за належних умов. Тому для визначення режимів стерилізації використовують переважно методи визначення режимів стерилізації за значенням стерилізуючого ефекту та зміною поживної цінності консервів.
Визначення режиму нагрівання консервів. Під час нагрівання консервів у автоклавах періодичної дії температура в системі змінюється нерівномірно. Найшвидше прогрівається нагрівальне середовище автоклава (пара або вода). Дещо повільніше прогрівається рідка фракція консервів, що зумовлено інтенсивними конвек- тивними токами в рідині. М’ясні консерви мають густу консистенцію і теплота в них поширюється переважно за рахунок теплопровідності. Тому температура прогрівання вмісту істотно відстає від темпів прогрівання автоклава. За цих умов загальний термічний опір системи нагрівальне середовище — банка — вміст банки можна визначити за формулою
![]()
де а1 — коефіцієнт тепловіддачі від теплоносія до стінки тари, Вт/(м2-К); 5ж(с) — товщина жерсті (скла) стінки, м; Хж(с) — коефіцієнт теплопровідності жерсті (скла), Вт/(м-К); 5пр — товщина продукту від периферії до центра банки, м; Хпр — коефіцієнт теплопровідності вмісту банок, Вт/(м-К).
Якщо порівняти термічний опір тепловіддачі![]() , термічний опір стінки банки
, термічний опір стінки банки![]() та термічний опір вмісту консервів
та термічний опір вмісту консервів![]() , то
, то
для жерстяних банок це співвідношення має вигляд 100 : 1 : 25 000, а для скляних банок — 100 : 1000 : 25 000. В обох випадках термічний опір продукту набагато перевищує інші термічні опори. І, отже, тривалість прогрівання вмісту в середині банки значно перевищує тривалість прогрівання стінок банки до температури стерилізації. Тривалість прогрівання вмісту до температури стерилізації визначають фізичні властивості продукту (теплопровідність вмісту). Розраховуючи тривалість прогрівання вмісту консервів у середині банок до температури стерилізації, термічний опір стінок банок не враховують.
На тривалість прогрівання консервів до температури стерилізації крім фізичних властивостей вмісту (теплопровідність, теплоємність) впливають також конструктивні особливості та габаритні розміри автоклавів, розмір банок (відношення висоти банок до їх діаметра), матеріал банки, температура нагрівального середовища в автоклаві та температура вмісту банок до стерилізації.
У м’ясній промисловості консерви виготовляють переважно в банках місткістю до 1 кг.
Найпоширенішим типом автоклавів в Україні є вертикальні автоклави. При їх використанні значення А для жерстяних банок беруть 20 — 25 хв, для скляних банок місткістю до 0,5 кг — 25 хв, місткістю 1 кг — 30 хв.
За підвищення температури під час нагрівання тиск у банці внаслідок розширення вмісту і повітря збільшується. Тиск у банці під час стерилізації визначають за формулами (13.2) і (13.4).
Рівень перепаду тисків у банках і в стерилізаторі не повинен перевищувати певних критичних значень. Для жерстяних банок з діаметром банки 72,8 мм значення критичного тиску ркр = 138 кПа, для діаметра 153,1 мм ркр = 30 кПа. З метою запобігання деформуванню і розгерметизації жерстяних банок більших типорозмірів і скляних банок, кришки яких мають незначний прогин, а саме скло крихке, перепад тисків під час стерилізації має становити близько 0.
Для зменшення перепадів тиску в банках і автоклавах під час нагрівання і стерилізації в автоклавах підтримують відповідний тиск, подаючи пару і воду під тиском. Пара і вода мають високий коефіцієнт тепловіддачі й одночасно виконують роль нагрівального або охолоджувального (вода) середовища. За цих умов тиск є третім необхідним параметром процесу стерилізації.
Визначення режимів охолодження. З початку процесу охолодження припиняється подавання в автоклав пари і подається холодна вода. Проте вміст банок зберігає температуру стерилізації і перебуває відповідно в розширеному стані, тобто під тиском. Щоб запобігти пошкодженням банок, в автоклав одночасно з припиненням подавання пари подають стиснене повітря. Протитиск створю-
ють також поступовим подаванням холодної води під тиском, який встановився наприкінці процесу стерилізації.
Під час охолодження консервів внутрішній тиск вмісту зменшується і, отже, потрібно зменшувати протитиск в автоклаві. Підтримання сталим значення протитиску може призвести, внаслідок перепаду тисків в автоклаві та в банці, до незворотної деформації циліндричного корпусу жерстяних банок або розгерметизації скляних банок через деформування кришок і, отже, до послаблення сил зчеплення в системі метал — ущільнення — паста (гума). Особливо небезпечними є перепади тисків при стерилізації консервів у скляних банках, закупорених методом «Єврокап», «Євротвіст», «Неофенікс».
Щоб зменшити деформаційні зміни, на циліндричній частині корпусів жерстяних банок роблять одне або кілька поперечних кілець жорсткості (за допомогою зигових машин), а на кришках (денцях) при штампуванні — рельєфи, конфігурація яких є зворотною конфігурації бомбажних кілець.
Тривалість охолодження зумовлюється збереженням герметичності та форми тари вирівнюванням тиску в прогрітій банці з атмосферним перед вивантаженням з автоклава. З цією метою консерви у жерстяних банках охолоджують перед вивантаженням із автоклава до температури 40 — 45 °С.
Нехтування режимами охолодження (С) призводить до незворотної деформації або порушення герметичності жерстяних банок, термічного бою або зривання кришок із скляних банок.
Значення тривалості охолодження регламентується технологічними інструкціями і для жерстяних банок становить 20 — 30 хв, для скляних — 30 — 40 хв. Відхилення в бік скорочення тривалості охолодження і різке зменшення протитиску в автоклавах спричинює утворення дефектів жерстяних банок («птички», «хлопавки» та ін.), термічний бій або розгерметизацію скляних банок.
Отже, крім температури і тривалості стерилізації у багатьох випадках тиск є обов’язковим третім параметром режиму стерилізації, який також впливає на якість консервів. Тому в сучасних стерилізаторах використовують регулювальні прилади, які за заданою програмою підтримують темп нагрівання (охолодження), тривалість стерилізації та тиск у середині автоклава.
При визначенні формули стерилізації тривалість нагрівання і охолодження вважають постійною. Тривалість нагрівання (охолодження) визначається масою вмісту в банках, видом матеріалу банок і типорозміром автоклава і впливає переважно на фізичний стан банок і їх герметизацію.
Згідно з Методичними вказівками з розроблення режимів стерилізації та пастеризації консервів режими стерилізації для кожного виду консервів визначають у такій послідовності:
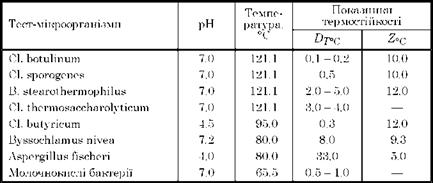
1. Вибір тест-мікроорганізмів і визначення показників їх термостійкості (Рт°с, %°с).
2. Визначення потрібної летальності![]() або
або![]() .
.
3. Вибір режимів стерилізації (пастеризації), який забезпечить досягнення потрібного ступеня летальності мікроорганізмів.
4. Перевірка підібраних режимів у лабораторних умовах.
5. Перевірка режимів у виробничих умовах.
6. Підготовка документації і затвердження режимів стерилізації на певний вид продукції.
Вибір тест-мікроорганізмів. Штами тест-мікроорганізмів вибирають залежно від хімічного складу вмісту та його кислотності рН, які зумовлюють можливість їх розвитку у продукті, що досліджується.
У м’ясних і м’ясо-рослинних консервах, що мають значення рН понад 4,2, можуть розвиватися Cl. botulinum, які утворюють токсин — збудник ботулізму, та мікроорганізми, які спричинюють специфічне псування консервів.
При розробленні режимів стерилізації (пастеризації) м’ясних і м’ясо-рослинних консервів використовують показники термостійкості Cl. botulinum і Cl. sporogenes.
Для консервів, призначених для дитячого та дієтичного харчування, режими розраховують з урахуванням можливості розвитку Cl. botulinum, B. stearothermophilus та Cl. thermosaccharolyticum.
Значення Z°c і Dt°c визначають експериментально. При визначенні показників Z і D для кожного виду тест-мікроорганізмів істотне значення має активна кислотність (рН) середовища. Для експериментального визначення показників Z і D тест-мікроорганізмів використовують продукт з активною кислотністю рН 7,0, при якій Cl. botulinum і Cl. sporogenesмають найбільшу термостійкість.
Показники термостійкості тест-мікроорганізмів у розчині нейтрального фосфатного буферу визначають також фасуванням шприцом по 0,1 см3 у скляні капіляри. Капіляри герметизують з обох боків і по одному вміщують у точку, що найменше прогрівається («холодну точку»), банки з продуктом. При виготовленні різних консервів капіляри фіксують за допомогою спеціального тримача. У продуктах, що мають густу консистенцію (шматки м’яса, паштети та ін.), і в процесі нагрівання унеможливлене зміщення капілярів, їх фіксують у шматки продукту.
За кожним режимом і видом вмісту банок нагрівають не менше ніж 30 банок з капілярами на тому апараті, для якого підбирають режим. Вміст капілярів висівають безпосередньо після прогрівання і визначають кількість спор, які вижили (пробіт-метод визначення показників термостійкості). Показник D визначають за формулою (13.15).
Переважна більшість вмісту м’ясних та м’ясо-рослинних консервів мають густу консистенцію, яку можна розглядати як тверде тіло, що нагрівається за рахунок теплопровідності. Для таких середовищ залежність термостійкості мікрофлори від температури стерилізації описується простою експонентою, а у напівлогарифмічній системі координат вона має вигляд прямої лінії (див. рис. 13.20). У сучасній теорії консервування константу Zвизначають не як число градусів, на яке потрібно підвищити температуру стерилізації, щоб смертельний час зменшився в 10 разів, а як підвищення температури, при якому Dзменшується у 10 разів.
Для визначення показника термостійкості Z у напівлогарифмічній системі координат будують криву термостійкості. На осі абсцис х відкладають температуру прогрівання Т, °С, а на осі ординат у — логарифм показників термостійкості Dт°c.
Значення показника термостійкості Z графічно визначають за кривою термостійкості (див. рис. 13.20). Можна використовувати значення термостійкості за довідковими даними для консервів, вміст яких має аналогічне значення рН та подібний хімічний склад.
Показники термостійкості тест-мікроорганізмів у фосфатному буферному розчині наведено в табл. 13.16.
|
Таблиця 13.16. Показники термостійкості тест-мікроорганізмів
|
Визначення летального часу процесу стерилізації. При
розрахунках формули стерилізації основним завданням є визначення значення В — летального часу стерилізації як функції змінної температури в центрі банки, що забезпечує загибель мікроорганізмів до ступеня промислової стерильності.
У світовій практиці використовують кілька способів визначення режимів стерилізації, основою яких є досягнення необхідного ступеня інактивації мікрофлори і максимальне значення поживної цінності продуктів та їхніх органолептичних властивостей. Найпоширеніші з них — це практичний, аналітичний та графічний способи.
У науково-дослідному та проектно-конструкторському інституті «Консервпромкомплекс» розроблено автоматизовану систему розроблення і аналізу режимів стерилізації і пастеризації консервів на основі комп’ютерної техніки.
Практичний метод полягає в тому, що до вмісту банок додається певна кількість спор термофільної мікрофлори з відомою термостійкістю. За сталих значень А, С і Т змінюють у широкому діапазоні тривалість стерилізації В і через певний час визначають ступінь інактивації спор. При досягненні потрібного ступеня промислової стерильності консервів визначають значення В. Цей метод використовують для визначення ступеня стерилізації лише для певного продукту, який міститься в тарі певного виду і місткості. Практичний метод трудомісткий і дає велику похибку при визначенні режимів стерилізації.
Найпоширенішими є аналітичний та графічний методи.
Аналітичний метод визначення режимів стерилізації запропонував Ч. Болл. На відміну від практичного методу, аналітичний метод не потребує проведення експерименту, наявності спеціального обладнання, витрат сировини, приладів для вимірювання температури. Сутність цього методу полягає у використанні математичної залежності між температурою нагрівального середовища і температурою вмісту в центрі банки та закономірності, згідно з якою при нагріванні кожній температурі відповідає певний ступінь летальності мікроорганізмів із термостійкістю Е. Використовувати аналітичний метод можна лише за умов нагрівання консервів переважно за рахунок теплопередачі.
Практичне використання аналітичного методу потребує експериментального визначення фізичних характеристик вмісту, стерилізуючого ефекту або летальності кожного режиму стерилізації.
Режими стерилізації, визначені аналітичним методом, перевіряють також у лабораторних умовах та на виробництві.
Згідно з Методичними вказівками з розроблення режимів стерилізації та пастеризації консервів потребує експериментального визначення констант термостійкості та швидкості відмирання тест-мікроорганізмів, які небезпечні для здоров’я людей та (або) спричинюють специфічне псування консервів.
Графічний метод, на відміну від практичного та аналітичного, має наочний характер. Він здійснюється за три етапи: побудова термограми процесу стерилізації, визначення загального ефекту інактивації спор і порівняння його з нормативними або розрахунковими значеннями стерилізуючого ефекту.
На першому етапі будують будь-яку віртуальну термограму (рис. 13.22). Аналізуючи термограму, можна дійти висновків, що мають істотне значення при визначенні режимів стерилізації:
♦ температура вмісту консервів під час прогрівання змінюється в часі, при цьому вміст прогрівається по об’єму нерівномірно;
♦ температура в центральній частині банки змінюється в часі інакше, ніж в автоклаві;
♦ значення А, В, С і Ту формулі стерилізації характеризують лише режим роботи автоклава і не відображають ступінь ефективності дії режимів термооброблення на продукт, який консервують;
|
|
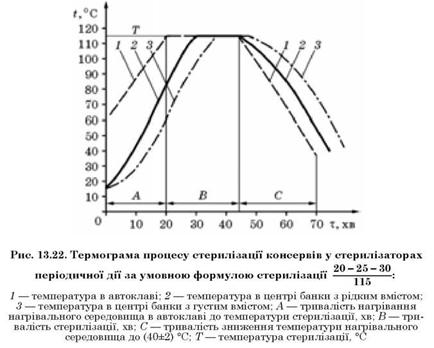
♦ чим вища температура вмісту консервів на початку стерилізації, тим менше часу А потрібно для прогрівання його до температури стерилізації;
♦ значення А і С для певного виду банок (місткість до 1 кг) вважають сталими.
Проте за постійних умов стерилізації (однаковий тип стерилізатора; вид, розмір і форма банок; хімічний склад і теплофізичні властивості вмісту; одне нагрівальне середовище) рівень температури в центрі банки є функцією температури в автоклаві.
Зміни температури під час стерилізації ускладнюють оцінювання ефективності конкретного режиму стерилізації, оскільки потрібно враховувати летальний час для кожного значення температури. Хоча визначати загальний летальний час мікроорганізмів як суму елементарних значень летального часу за кожної температури не можна. Потрібно час дії певної температури на мікроорганізми перевести в еквівалентний час дії на мікроорганізми еталонної температури. За еталонну температуру в консервній промисловості беруть температуру 121,1 °С. Такі перерахунки можна здійснювати, якщо рівняння (13.5) подати у вигляді
|
|
де Те — еталонна температура, 121,1 °С; Т — температура стерилізації, °С; Z — константа термостійкості мікроорганізмів, °С.
Якщо через F позначити час дії температури 121,1 °С, еквівалентний за дією на мікроорганізми будь-якої температури стерилізації Т протягом часу U, то рівняння (13.20) набере вигляду
або![]()


![]()
![]()
Із рівняння (3.22) знаходимо
Число F прийнято називати стерилізаційним ефектом або летальністю температури стерилізації, що діє на відрізку часу U. F-ефект, або летальність мікроорганізмів, вимірюється в умовних 121,1-градусних хвилинах — еквівалентних хвилинах (е.хв).
Щоб отримати F]_21,1 — летальний час, еквівалентний дії нагрівання на мікрофлору за температури Т протягом певного часу U, потрібно час U помножити на коефіцієнт
тоді F-ефект для певного відрізку часу U дорівнює
де U — час, протягом якого діяла температура стерилізації Т, хв.
Використання рівняння (13.24) дає змогу отримати значення перевідних коефіцієнтів kF за будь-якої температури стерилізації. При цьому значення коефіцієнта термостійкості вибраної тест-куль- тури Z є сталим, що характеризує кут нахилу лінії відмирання мікроорганізмів за будь-яких температур стерилізації (рис. 13.20). Експериментально встановлено, що для Cl. botulinum, Cl. sporogenes, термофільних бактерій значення Z становить 10 °С.
У рівнянні (13.24) всі величини є сталими крім температури стерилізації. Отже, підставляючи у рівняння (13.24) значення будь-якої температури, можна знайти потрібне значення перевідного коефіцієнта.
Значення перевідних коефіцієнтів для значення константи термостійкості Z = 10 °С у діапазоні температур від 90 до 130 °С наведено в табл. 13.17.
|
Таблиця 13.17. Значення коефіцієнтів кр
|
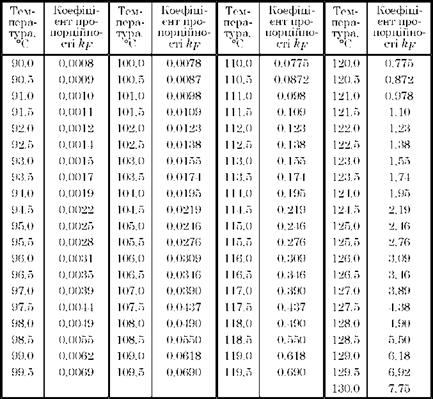
Аналізуючи дані табл. 13.17, можна дійти висновку, що зміни температури (навіть на 1 °С) помітно впливають на темп відмирання мікрофлори. Так, температура 112 °С у 10 разів сильніше діє на відмирання спор порівняно з температурою 102 °С (1 хв при 112 °С спричинює таку саму летальну дію, як 10 хв при 102 °С).
З метою визначення значення В на термограмі (рис. 13.23) прямою 1 — 1 на рівні 96 °С для режимів стерилізації або на рівні 60 °С для пастеризації визначають проміжок часу а - 6процесу стерилізації (пастеризації), протягом якого знищуються спори, включаючи нагрівання, витримування за сталої температури та охолодження. Проміжок часу а - 6 на кривій прогрівання (термограми) поділяють для спрощення розрахунків на однакові інтервали часу Ц по 1 або 5 хв (чим менший інтервал Пі, тим точніші розрахунки).
У процесі нагрівання (охолодження) значення температури на кожному інтервалі Пі термограми в проміжку часу від а до 6 (див. рис. 13.23) постійно змінюється. Тому для зручності проведення
|
|
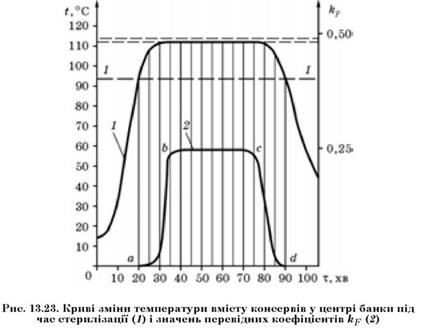
розрахунків умовно приймають температуру для кожного відрізка часу иі сталою. Значення цієї температури дорівнює середньоарифметичному значенню температур на граничних точках кожного інтервалу иі.
За значеннями цих температур з табл. 13.17 вибирають (або розраховують) значення перевідних коефіцієнтів кр і будують у масштабі криву перевідних коефіцієнтів кр (крива 2 на рис.
13.23). Оскільки значення перевідних коефіцієнтів перебувають у прямій кореляції з температурою, форма кривої кр має такий самий характер, що і термограма. Площу, обмежену кривою аЬсі, розраховують як визначений інтеграл типу |кріт. Вона є стерилізуючим ефектом або летальністю процесу стерилізації в інтервалі часу від а до і (див. рис. 13.23). Для розв’язання визначеного інтеграла застосовують методи наближеного інтегрування. Загальне значення стерилізуючого ефекту режиму стерилізації дорівнює сумі елементарних стерилізуючих ефектів на кожному відрізку иі часу:
|
|
Розраховане значення Реф є тривалістю уявного стаціонарного режиму теплового оброблення при 121,1 °С за умови миттєвого нагрівання до 121,1 °С, витримування за температури 121,1 °С протягом Реф хвилин і миттєвого охолодження до сублетальних температур. Вплив цього уявного стаціонарного процесу стерилізації на мікрофлору еквівалентний реальному нестаціонарному режиму стерилізації, що відбувається у змінному температурному полі впродовж теплового оброблення в інтервалі часу від а до 6.
![]()
![]() Зручність показника Реф полягає в тому, що різні температурні рівні реального процесу, які вимірюють упродовж різних відрізків часу, визначаються одним числом. Проте це число ще не дає уявлення про достатній ступінь знищення мікрофлори. Цей режим може бути недостатнім або надлишковим. Його потрібно порівнювати з нормативним необхідним стерилізуючим ефектом Ц0.
Зручність показника Реф полягає в тому, що різні температурні рівні реального процесу, які вимірюють упродовж різних відрізків часу, визначаються одним числом. Проте це число ще не дає уявлення про достатній ступінь знищення мікрофлори. Цей режим може бути недостатнім або надлишковим. Його потрібно порівнювати з нормативним необхідним стерилізуючим ефектом Ц0.
Визначення потрібної летальності є другим етапом розрахунку формули стерилізації.
Відомо, що загибель мікроорганізмів у вологому середовищі має логарифмічний характер. Повністю знищити всі спори при стерилізації неможливо і розрахунки потрібного ступеня стерилізації Ц слід вести до досягнення певного ступеня промислової стерилізації.
Для визначення часу, необхідного для досягнення заданого ступеня стерильності п, використовують формулу (13.14):
|
|
де т — тривалість стерилізації консервів, хв; — кількість мікро
організмів у вмісті консервів на початку процесу стерилізації; N — кількість мікроорганізмів у вмісті наприкінці процесу стерилізації;
О — коефіцієнт, який відповідає інтервалу часу, необхідного для зменшення концентрації мікроорганізмів (спор) у продукті в 10 разів під впливом будь-якої певної температури стерилізації.
Значення коефіцієнтів термостійкості певних мікроорганізмів за температури 121,1°С наведено в табл. 13.16.
Якщо у рівняння (13.14) підставити значення О1211 °с для певного виду мікрофлори, то тривалість стерилізації (яка визначаєть
ся р-часом) щодо певної мікрофлори при визначених значеннях N та Ак знаходять за формулою
|
|
Оскільки значення О для певного виду мікроорганізмів у певному виді консервів є сталим, то питання щодо розрахунку потрібної летальності р зводиться до визначення потрібного ступеня стерильності
|
|
При цьому значення Ак задають дуже малим — як число 10 у будь-якому від’ємному степені а:
|
|
тоді формула для визначення ступеня стерильності набере вигляду
|
|
або
|
|
Значення ступеня стерильності (13.30) підставляємо у рівняння
(13.28) і отримуємо рівняння для визначення нормативної летальності:
|
|
Розраховуючи нормативні значення, слід ураховувати санітарні й економічні вимоги:
♦ потрібно повністю унеможливити ймовірність захворювання ботулізмом;
♦ допустимий біологічний брак консервів при зберіганні не повинен перевищувати 0,01 %.
Найголовніша мета технології консервування м’ясних продуктів — це випуск доброякісної продукції, яка повністю виключає ймовірність харчових отруєнь. Тому за будь-яких режимів стерилізації має бути забезпечена загибель збудників ботулізму.
Знищити всі мікроби збудників ботулізму під час стерилізації неможливо. У зв’язку з цим мікробіологи ухвалили рішення, що режими стерилізації мають забезпечувати ймовірність виживання не більше ніж однієї спори в одній банці в партії з 1012 банок. Таку кількість консервів не виготовляє жодна країна світу, тому задаючи значення а =12 у рівнянні (13.31), практично можна гарантувати повне знищення збудників ботулізму в консервах, використовуючи стерилізацію за такими режимами.
Значення N0 у рівнянні (13.31) беруть з умов найбільш можливого обсіменіння сировини збудниками ботулізму. Враховують, що до початку стерилізації у кожній банці міститься по одній спорі Cl. botulinum.
Загальна кількість мікрофлори у вмісті банок перед початком стерилізації досягає до 107 клітин і вище в 1 г сировини. Однак практично всі ці мікроорганізми належать до вегетативних форм, частка спорових термофілів дуже мала. Серед них кількість гнильних анаеробів, які здатні розвиватися в консервах і спричиняти їх псування, становить незначну частку від загальної кількості спор у банці.
При значному загальному обсіменінні вмісту мікрофлорою одна спора Cl. botulinum припадає на 100 банок або значно рідше — на 50 банок.
Виходячи з попередніх посилань, потрібний ступінь стерилізації консервів за Cl. botulinum![]()
і, отже, потрібна летальність режимів стерилізації консервів за збудником ботулізму становить
![]()
![]()
Значення константи D залежить від активної кислотності середовища (вмісту) і для консервів з різним значенням рН і хімічним складом константа D має різне значення. У рівняння (13.33) підставляють значення D для Cl. botulinum за температури 121,1 °С для буферного середовища (D1211°c = 0,20 хв). Тоді
Отже, 3 ум. хв (тобто витримування вмісту при 121,1 °С протягом 3 хв) є загальною нормативною тривалістю стерилізації слабо- кислих консервів за Cl. botulinum.
Орієнтувати розрахований режим стерилізації на потрібну летальність за збудником ботулізму — це завдання першочергової важливості. Проте крім ймовірності перебування в консервах спор Cl. botulinum у вмісті консервів може бути інша гнильна мікрофлора, яка має значно вищу термостійкість, ніж Cl. botulinum.
Згідно з рекомендаціями НДПКІ «Консервпромкомплекс» при розробленні режимів стерилізації м’ясних і м’ясо-рослинних консервів слід ураховувати ймовірність наявності у вмісті Cl. sporo- genes.
Якщо не інактивувати анаеробну гнильну мікрофлору, то під впливом мікробних ферментів відбувається гідролітичний розпад білка до поліпептидів і більш низькомолекулярних сполук. Деякі речовини, що утворюються при гнильному розпаді м’ясних продуктів, зокрема кадаверин, гістамін, індол, скатол, є отруйними. Газоподібні продукти розпаду (сірководень, аміак, діоксид вуглецю та ін.) розпушують структуру вмісту і надають йому неприємного запаху. Під час гнильного псування м’яса відбувається окиснення та гідролітичний розпад жирів.
Ознакою гнильного псування є бомбаж — здуття банок під впливом тиску газоподібних продуктів розпаду. Вміст бомбажних банок має низькі органолептичні властивості і може спричинити харчові отруєння.
Бомбажні банки з ознаками мікробіологічного псування знищують. Отже, бомбажні банки — це брак і режими стерилізації (з економічних позицій) мають забезпечувати мінімум втрат. У промисловості нормується відсоток так званого «біологічного браку» консервів. Він не повинен перевищувати 0,01 % від загальної кількості банок у партії. Тобто можна допустити біологічний брак у розмірі однієї банки на партію 10 тис. банок (Мк = 10-4 і а = 4).
Початкова кількість мікроорганізмів — збудників специфічного псування значно вища, ніж Cl. botulinum і, враховуючи статистичні дані, значення П0 беруть від 0,1 до 3 спор на 1 г (см3) вмісту.
Згідно з формулою (13.31) потрібну летальність можна розрахувати за формулою![]()
де П0 — початкова концентрація спор тест-мікроорганізмів, шт./г (см3); G (V) — маса (об’єм) продукту в одиниці упаковки (банці), г (см3).
Якщо взяти початкове обсіменіння продукту збудником специфічного псування Cl. sporogenes (константа D = 0,6 хв) п0 = 1 спора на 10 г продукту, то потрібна летальність для банок з місткістю 500 г становить
![]()
Порівнюючи значення норм летальності для Cl. botulinum Fn = 2,40 ум.хв і для збудників специфічного псування F = 3,42 ум.хв видно, що норма летальності для збудників специфічного псування на 1,02 ум.хв більше. За нормативну летальність мікрофлори консервів Рн слід брати 3,42 ум.хв.
Специфічне псування консервів, призначених для дитячого харчування, спричинюють ще більш термостійкі мікроорганізми — термофіли типу Bac. stearothermophilus та Cl. thermosac- charolyticum. Термостійкість цих термофілів значно вища, ніж Cl. sporogenes (див. табл. 13.16), тому норма стерилізуючого ефекту режимів стерилізації консервів для дитячого харчування залежно від хімічного складу вмісту становить від 11 до 16 ум.хв.
Потрібну летальність режиму стерилізації (пастеризації) в стерилізаторах періодичної та безперервної дії розраховують відповідно до Методичних вказівок з розроблення режимів стерилізації та пастеризації консервів, які виробляють на підприємствах України, за формулою
![]()
де![]() — потрібна летальність режиму відповідно стери
— потрібна летальність режиму відповідно стери
лізації і пастеризації, ум.хв; Т°С — базисна температура, °С; Z — кількість градусів, на яку потрібно збільшити температуру нагрівання продукту, щоб час термічної загибелі мікроорганізмів зменшився у 10 разів, °С; DT °c — значення термостійкості тест-мік-
роорганізмів у продукті, що стерилізується, за базисної температури Т°С, хв; % — початкова кількість спор (клітин) тест- мікроорганізму в 1 см3 продукту, що стерилізується; V — об’єм продукту в одиниці упаковки (банка, туба та ін.), см3; S = 0,01 — допустимий мікробіологічний брак консервів, %; х — поправковий коефіцієнт для апроксимування кривої виживання експоненціальною прямою (при використанні значення, яке визначають про- біт-методом, х = 0).
Летальність термічного оброблення продукту має забезпечувати інактивацію (в першу чергу) Cl. botulinum, а також збудників специфічного псування.
Так, для м’ясних і м’ясо-рослинних консервів для дитячого харчування з рН > 5,2 як тест-мікроорганізм рекомендується обирати Bac. stearothermophilus. Методичними вказівками з розроблення режимів стерилізації та пастеризації консервів, які виробляють на підприємствах України, нормативи потрібної летальності режимів стерилізації консервів для дитячого харчування рекомендовано визначати за формулою![]()
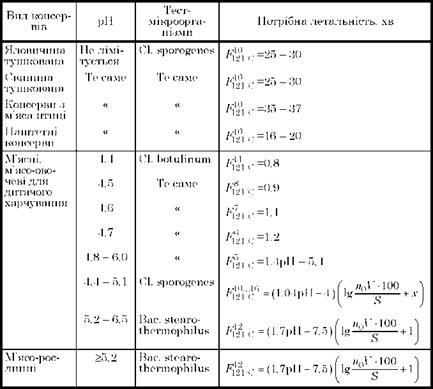
Довідкові дані, які можна використовувати для визначення потрібної летальності режимів стерилізації деяких видів м’ясних консервів наведено в табл. 13.18.
На третьому етапі розрахунків порівнюють ефективний (фактичний) і нормативний (розрахунковий) стерилізуючий ефекти, зведені до еталонної температури.
Науково обґрунтованою формулою стерилізації є така формула, фактична летальність якої дорівнює або є дещо більшою за потрібну, тобто
|
|
|
Таблиця 13.18. Рекомендовані тест-мікроорганізми для м’ясних консервів і значення потрібної летальності при стерилізації
|
Отже, коригування умовно прийнятих або діючих режимів стерилізації полягає у порівнянні розроблюваних режимів стерилізації з нормативним часом летальності. Цей метод можна використовувати не тільки для графічного способу визначення режиму стерилізації, а й для випадково вибраних режимів стерилізації.
Якщо ефективний стерилізуючий ефект Реф > Рн, то тривалість стерилізації у досліджуваній (прийнятій) формулі перевищує нормативний стерилізуючий ефект і надлишок стерилізуючого ефекту становить![]()
За умови, що Реф < Рн, тривалість нагрівання для забезпечення потрібного рівня стерилізації консервів у формулі (13.36) менша за нормативну на значення
|
|
Надлишкову або недостатню тривалість стерилізації визначають із формули (13.23):
![]()
За потреби режим стерилізації коригують на ±их.
Якщо ^еф > Рн, то формула стерилізації набере вигляду
![]()
При ^еф < уточнена формула стерилізації має вигляд

Науково обґрунтована формула стерилізації передбачає фактичну летальність, яка дорівнює або незначно перевищує нормоване (розрахункове) значення летальності для найбільш термостійкої мікрофлори, характерної для вмісту консервів.
Таким чином, за допомогою скоригованої формули стерилізації можна прогнозувати мікробіологічну стабільність готової продукції під час зберігання.
Використання методів розрахунку ^еф дає змогу оцінювати ефективність режимів стерилізації, завдяки чому можна знижувати енергозатрати на виробництво консервів і підвищувати якість готової продукції, не перетримуючи її під впливом температури.
Користуючись формулою (13.28) для визначення фактичної летальності режиму стерилізації![]() можна розраху
можна розраху
вати залежність між фактичною летальністю певного режиму стерилізації і очікуваним відсотком біологічного браку. В остаточному варіанті ця залежність має вигляд

де р — очікуваний біологічний брак, %; N0 — початкова кількість мікроорганізмів, од./продукт; -От і°с — константа термостійкості певного мікроорганізму, хв; ^еф — фактична летальність режиму стерилізації, ум.хв.
Якщо р > 0,01 %, то визначену тривалість стерилізації потрібно продовжити, підвищивши фактичну летальність режиму. У разі підвищення ^еф всього на 1 хв біологічний брак зменшується у 10 разів.