5.4. Калібри
Калібр (фр. calibre, calibre a limites) - безшкальний вимірювальний інструмент, призначений для контролю розмірів, форми і взаємного розташування поверхонь деталі. Залежно від умов оцінки придатності деталей, калібри бувають нормальні і граничні.
Нормальні калібри копіюють дійсні розміри виробу і його форму. Придатність виробу в цьому випадку оцінюють за тим, як калібр увійшов у виріб і як прилягає до нього. Проте оскільки ступінь прилягання виконавець визначає за своїм відчуттям, результати перевірки будуть суб’єктивними. Тому нормальні калібри застосовують рідко. Нормальний калібр (шаблон) використовується для перевірки складних профілів.
Граничний калібр має прохідну і непрохідну сторони (верхнє і нижнє відхилення номінального розміру), що дозволяє контролювати розмір у полі допуску. Граничні калібри застосовуються для виміру циліндричних, конусних, різьбових і шліцьових поверхонь. При конструюванні граничних калібрів повинен застосовуватися принцип Тейлора, згідно з яким прохідний калібр є прототипом сполученої деталі і контролює розмір по всій довжині з’єднання з урахуванням похибок форми. Непрохідний калібр повинен контролювати тільки власне розмір деталі і тому має малу довжину для усунення впливу похибок форми. Калібри виготовляють із хромистої сталі. Калібри для валів називаються скобами (кільцями) (рис. 5.15), а для отворів - пробками (рис. 5.16). Комплект складається з прохідного і непрохідного калібрів. З допомогою прохідного калібра контролюють початок поля допуску, непрохідного - кінець поля допуску деталі. Деталь вважається придатною, якщо під дією власної маси прохідний калібр проходить, а непрохідний - ні.
На робочих місцях застосовуються робочі калібри (Р-ПР і РНЕ). Контролери і замовники використовують приймальні калібри (П-ПР і П-НЕ). Калібри у процесі їх виготовлення та експлуатації перевіряють контрольними калібрами (К-ПР і К-НЕ).
|
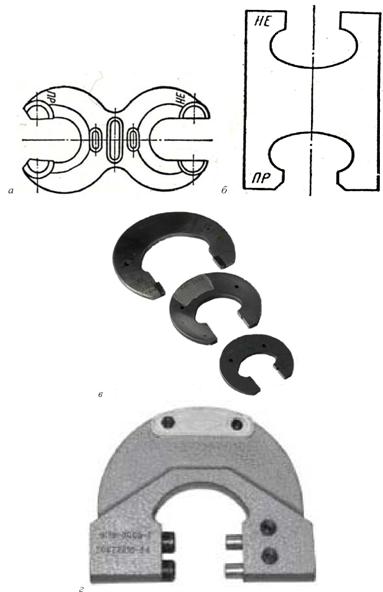
Рис. 5.15. Калібри для контролю валів - скоби: а - штампована двостороння; б - листова двостороння; в - односторонні; г - зі вставками |
|
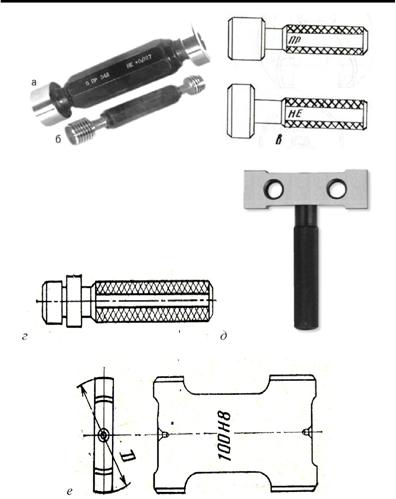
Рис. 5.16. Калібри для контролю отворів - пробки: а - двостороння; б - різьбова двостороння; в - одностороння прохідна і непрохідна неповна; г - гранична; д - із неповним профілем;е - листова двостороння |
Прохідною пробкою контролюють найменший розмір отвору, непрохідною - найбільший. Брак за прохідним калібром можна виправити, брак за непрохідним калібром непоправний.
Калібри-пробки за конструктивним виконанням бувають повними і неповними, двосторонніми і односторонніми, регульованими і нерегульованими. Повними пробками, як правило, перевірять вироби діаметром до 100 мм, неповними - понад 100 мм.
Непрохідною скобою контролюють найменший розмір вала, прохідною - найбільший. Регульовані скоби, як правило, застосовують в умовах серійного виробництва, що дає змогу розширити діапазон контрольованих виробів, хоча при цьому точність контролю нижча, ніж у нерегульованих скоб.
Розрізняють власний і робочий розміри скоб. Власний розмір одержують за результатами вимірювань; робочий - це розмір скоби при навантаженні. При контролі діаметрів валів від 50 до 100 мм різниця між власним і робочим розмірами скоб становить 1,5 мкм, при контролі діаметрів 100...170 мм - 4,5 мкм.
У процесі контролю калібри спрацьовуються, особливо прохідні. калібри. При виготовленні калібрів потрібно стежити, щоб їх розміри знаходились у межах встановлених стандартами допусків.