5.2.2. Токарно-револьверні верстати
Токарно-револьверні верстати застосовують в умовах серійного виробництва для виготовлення зі штучних заготовок таких деталей, як фланці, шківи, кришки. На цих верстатах можна виготовляти деталі з круглого, шестикутного або квадратних прутків. Під час обробки заготовку можна піддавати обточуванню, нарізанню зовнішньої і внутрішньоїрізей тощо.
Револьверні верстати поділяються за видами заготовок (пруткові та патронні), за розташуванням осі повороту револьверної головки (верстати з вертикальною і горизонтальною поздовжньою віссю головки), за кількістю гнізд у головці для розташування інструментів (4-, 6-, 16-позиційні), за ступенем автоматизації (звичайні та напівавтомати).
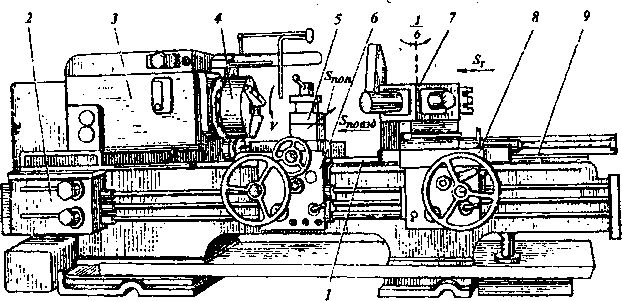
Рис. 5.5. Зовнішній вигляд токарно-револьверного верстата з вертикальною віссю обертання револьверної головки
Загальний вигляд токарно-револьверного верстата з вертикальною віссю обертання револьверної головки (модель 1П371) показано на рис. 5.5. Виконавчий механізм верстата складається зі шпинделя з трикулачковим патроном 4, який можна замінити цанговим патроном; револьверної головки 7 і супорта 6, призначених для закріплювання різальних інструментів (різців, свердел, розточних блоків тощо). Різальний інструмент, закріплений в різцетримачі 5 поперечного супорта, або в шести гніздах револьверної головки, отримує рух подачі від електродвигуна, який зв’язаний з ними ремінною передачею, зубчастими колесами, черв’ячною парою, рейковою передачею або іншими механізмами. Після виконання одного технологічного періоду головка повертається на 1/6 оберту і вводить в робочу зону новий інструмент.
До специфічних вузлів, типових для різних видів револьверних верстатів, належать упори 9 і механізм, розташований у фартуху верстата, який відключає подачу від упорів. Барабан з упорами жорстко закріпляється на станині 1, а його упори регулюються залежно від необхідного переміщення супорта.
На рис. 5.6 показано схему обробки деталі на револьверному верстаті.
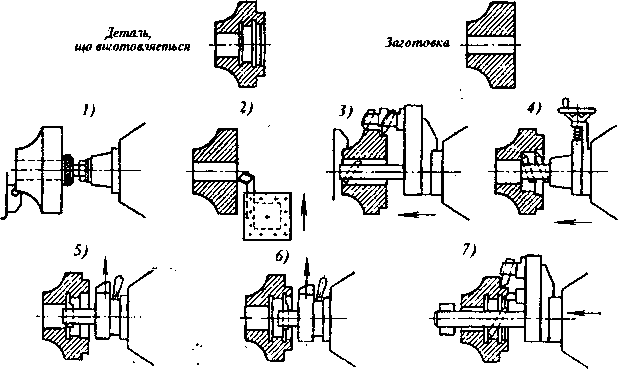
Рис 5.6 Схема обробки деталі на токарно-револьверному верстаті з вертикальною відсю обертання револьверної головки.
І - закріппювання заготовки. 2 - підрізання торця; З - обточування двох зовнішніх поверхонь та розточування отвору. 4 - розточування двох внутрішніх поверхонь; 5 - проточування першої канавки, б - проточування другої канавки; 7 - чистова обробка внутрішньої поверхні, зняття фаски та обточування сходинки
Обробка на револьверних верстатах здійснюється за методом автоматичного отримання розмірів, тобто верстат попередньо налагоджують на виготовлення визначеної деталі або групи деталей при їх груповій обробці. Налагоджування здійснюють з використанням поздовжніх і поперечних упорів.