12.6. Шліфування різей
Шлфування різей застосовують для отримання високої точності профілю різі і підвищення чистоти її поверхні.
Шліфування різей з дрібним кроком (до 1,5 мм) виконується без попереднього прорізання профілю різі, а різі з більшим кроком попередньо (до термообробки) повинні бути нарізані відомими методами.
Припуски під шліфування залежать від кроку різі і знаходяться в межах від 0,05 до 0,9 мм. Шліфування можна виконувати одно- і ба-гатонитковими кругами, які виготовляються з ельбору, карбіду кремнію зеленого або білого електрокорунду. Періодична правка кругів здійснюється алмазними голками або олівцями (однониткові круги), накатуванням роликами або правкою по копіру (багатониткові круги).
При нарізанні різі однонитковий круг встановлюється під кутом, що дорівнює куту підйому гвинтової лінії різі (рис. 12.16, а) і приводиться в обертання з великою швидкістю. Деталь обертається повільно
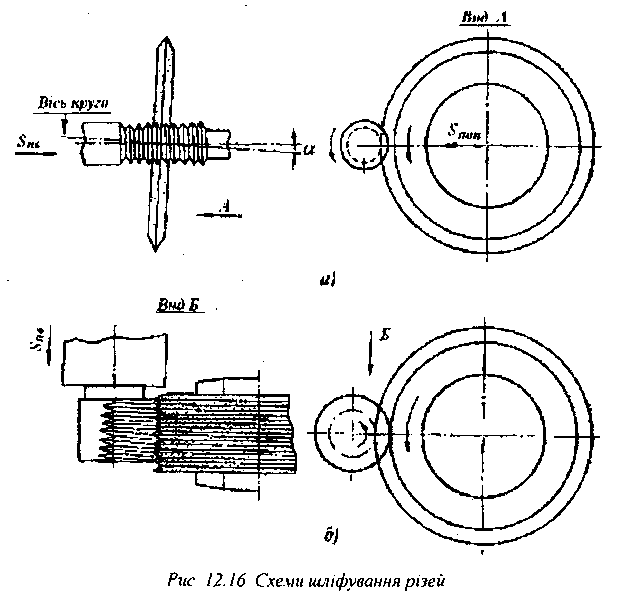
і пересувається вздовж своєї осі з подачею Sпв, яка дорівнює кроку різі. Періодично здійснюється поперечна подача Sпп.
До переваг способу шліфування різі однонитковим кругом належать висока чистота поверхонь, точність відтворювання профілю, простота правки круга і можливість використання одного круга для шліфування різей зрізними кроками.
При нарізанні різі багатонитковим кругом його вісь обертання встановлюється паралельно осі виробу, який піддається обробці (рис. 12.16, б). Враховуючи те, що багатонитковий круг має ряд кільцевих канавок різевого профілю виникає можливість спотворення профілю різі, а отже, цей спосіб обробки є непридатним для різей з великим кроком. Перевагою способу є висока продуктивність при шліфуванні коротких різей, довжина яких менша від ширини круга