13.2. Ультразвукові методи обробки
До ультразвукових методів обробки належать розмірна ультразвукова обробка і накладання ультразвукових коливань на різальний інструмент.
Ультразвукові методи обробки базуються на використанні енергії ультразвукових коливань частотою від 18 до 44 кГц з інтенсивністю більше 10 Вт/см2. Джерелом ультразвуку служать магнітострикційні і п’єзокерамічні перетворювачі, які збуджуються від ультразвукового генератора.
До різновидів ультразвукової обробки належать
• обробка вільним абразивом (рис. 13.6, а), яка використовується для зняття дрібних задирок (менше 0,1 мм) і шліфування дрібних деталей (масою 10 - 20 г);
• розмірна обробка деталей з твердих крихких матеріалів за допомогою абразивної суспензії (рис. 13.6. б)\
• чищення і змащування робочої поверхні абразивного кругу під час чистового шліфування (рис. 13.6, в)\
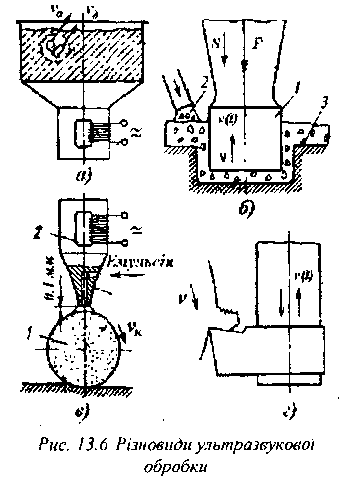
• надання примусових ультразвукових коливань малої амплітуди лезовим і абразивним різальними інструментам для інтенсифікації різання матеріалів, які погано піддаються обробці (рис. 13.6, г);
• надання примусових ультразвукових коливань інструментам для пластичного деформування при виконанні поверхнево-зміцню-вальної обробки.
При обробці вільним абразивом деталі змішуються з абразивною суспензією Обробку здійснюють за рахунок різниці швидкостей руху деталей і абразивних зерен. Для реалізації процесу використовуються спеціальні установки.
Розмірну обробку деталей з твердих крихких матеріалів (кераміка, сіттали, скло, кварц, ферити тощо) за допомогою абразивної суспензії широко застосовують для формоутворення зовнішніх і внутрішніх поверхонь. Під час роботи (рис. 13.6, б) інструмент 1 коливається з амплітудою 0,02-0,05 мм і діє на заготовку 3, в робочу зону подаються зважені абразивні зерна 2, які вдавлюються в матеріал заготовки і зумовлюють викришування дрібних частинок цього матеріалу. Ці частинки і зерна абразиву виносяться з зони обробки. Для інтенсифікації процесу використовують подавання абразивної суспензії під тиском або її вакуумне відсмоктування. Аналогічно відбувається чищення і змащування робочої поверхні абразивного кругу під час чистового шліфування (рис. 13.6, в). Перевагою цього методу обробки перед електроерозійною і електрохімічною є те. то з’являється можливість обробки ізоляційних матеріалів.
Застосування ультразвуку для інтенсифікації процесів різання матеріалів, які погано піддаються обробці, з наданням примусових ультразвукових коливань з амплітудою 3-10 мкм різальним інструментам або заготовці (рис. 13.6, г), найбільш ефективне при роботі з малими перетинами зрізу, наприклад, під час нарізання різі мечиками або розкатниками. Застосування ультразвуку при нарізанні різей в отворах малого діаметра дозволяє механізувати процес, підвищити стійкість інструмента, усунути брак, зумовлений ламанням мечиків.