13.4. Консервна тара і вимоги до неї
Для розфасування м’ясних і м’ясо-рослинних консервів використовують жерстяну, скляну або полімерну тару. Вона повинна бути герметичною, міцною, хімічно інертною до вмісту, нешкідливою, мати добрі бар’єрні властивості, теплопровідність і бути тривкою при нагріванні й охолодженні. Зберігати якість готового продукту під час зберігання можна лише за умови високої якості консервної тари.
Стан консервної тари оцінюють за зовнішнім виглядом. Жерстяні банки з фасованою в них продукцією мають бути герметично закупорені. Корпус банок не повинен мати деформацій і плям іржі. Шви повинні бути гладенькими і щільно притиснутими до корпусу по всьому периметру банки, без накатів, напливів і підрізань, задирок і не хвилястими. Денця і кришки мають бути дещо увігнутими або плоскими.
Скляні банки з фасованою в них продукцією повинні бути без тріщин, патьоків, із герметично закупореними кришками. Зовнішня поверхня кришок не повинна мати пошкоджень лакового покриття, плям іржі та деформацій.
На бічних поверхнях металевих і скляних банок повинні бути чисті етикетки.
Основний вид тари в консервній промисловості — жерстяні та скляні банки.
Жерстяні банки легкі. Маса їх при однаковому об’ємі приблизно втричі менша за масу скляної тари. Жерстяна тара міцна, має високу теплопровідність, не чутлива до перепадів температури. Маса банки становить 10 — 17 % до маси продукту. Санітарне оброблення жерстяних банок перед фасуванням здійснюється легко. Виробництво і використання їх добре піддається механізації й автоматизації, що сприяє економії витрат на транспортування тари, її підготовку, фасування в неї продукції, закатування, стерилізацію, пакування продукції і транспортування.
Проте металеві банки зазнають зовнішньої та внутрішньої корозії, для попередження якої витрачають дефіцитні олово, дорогі лаки, емалі та консерванти.
Скляна тара має нижчу теплопровідність, більшу масу, крихка
і має значно меншу термостійкість, ніж металева. Однак скло практично не взаємодіє з продуктом. Банки прозорі, тому споживач має добре уявлення щодо вмісту консервів. До того ж скляну тару можна використовувати багато разів.
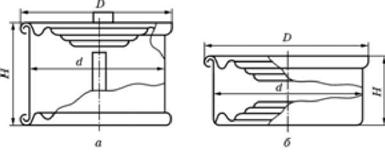
Металева тара (рис. 13.1). Для виготовлення металевих банок використовують жерсть. Вона має вигляд сталевої або алюмінієвої стрічки (листа) завтовшки 0,20 — 0,35 мм. Сталева стрічка за способом прокатування буває гаряче- або холоднокатаною. Щоб запобігти корозії сталеву стрічку з обох боків вкривають оловом гарячим (марка ГЖК) або електролітичним (марка ЭЖК) лудженням. Електролітично луджена консервна жерсть може бути з диференційованим (різна товщина шару олова з різних боків) покриттям (марка ЭЖК-Д). При виготовленні банки бік жерсті з товщим покриттям завжди має бути повернутим у середину банки.
|
Рис. 13.1. Металеві банки: а — збірні; б — суцільнотягнуті; Н — зовнішня висота банки; О — зовнішній діаметр; в — внутрішній діаметр |
Консервну білу жерсть залежно від товщини покриття шаром олова поділяють на: І клас — має товщину шару олова 0,32 — 0,4 мкм; ІІ клас — 0,7 — 0,77; ІІІ клас — 1,04 — 1,07 мкм.
Залежно від товщини консервну жерсть гарячого і електролітичного лудження поділяють на такі номери:
|
|
Білу жерсть № 20, 22, 25 використовують для виготовлення корпусів банок, а № 25 і 28 — кінців.
Покриття олова на білій жерсті має пори. Чим тонший шар олова, тим більша пористість покриття. Наявність пор знижує стійкість жерсті до зовнішніх факторів. У мікропорах є гальванічна пара залізо — олово і за наявності водних розчинів виникає електрохімічна корозія жерсті. Корозія руйнує покриття банки, зумовлює перехід у продукт іонів металу, спричинює псування консервів під час тривалого зберігання.
Жерсть електролітичного лудження має підвищену пористість покриття і використовується в консервному виробництві тільки після лакування.
Лакування жерсті є найефективнішим методом захисту її від корозії. Плівка лаку на банках повинна бути нешкідливою, не надавати продукту стороннього присмаку, мати високу хімічну стійкість до м’ясного середовища, добру адгезію до металу тощо. Такі вимоги задовольняють епоксидні лаки ЕП-547, ЕП-559 (золотистого, оранжевого кольору), ФЕНОЛЕКС-050, ЕП-5118 (для алюмінію), емаль ЕП-5147 (сріблястого кольору), ЕП-5283 (світло-жовта), ЕП-5263 та ін. Емаль наносять на поверхню листа одним шаром на кожен бік або на внутрішню поверхню банки після її формування.
Алюміній та його сплави. Вони мають низьку жорсткість, добру пластичність і здатність до штампування.
У консервному виробництві використовують алюміній марок А5, А6, А7 і його сплави АМг2, АМц, АДО у вигляді листів або стрічок завтовшки 0,30 — 0,35 мм. Стрічка має недостатню корозійну стійкість щодо більшості видів консервної продукції, тому її використовують у лакованому вигляді.
Хромована й алюмінована жерсть. Хромовану жерсть ХЛЖК виготовляють електролітичним нанесенням на знежирену холоднокатану рулонну сталеву жерсть тонкого шару (0,01 — 0,08 мкм) металічного хрому.
Алюміновану жерсть виготовляють нанесенням металічного алюмінію на прокат тонкої сталевої стрічки. Товщина алюмінієвого покриття становить від 0,1 до 2,0 мкм.
Для підвищення антикорозійних властивостей хромовану й алюміновану жерсть лакують лаком ЕП-527 або ЕП-547. Товщина лакового покриття 5 — 9 мкм.
При виготовленні корпусів банок використовують білу жерсть і алюміній завтовшки 0,18 — 0,28 мм, кінців — 0,2 — 0,32 мм.
Залежно від конструкції металеві банки виготовляють збірними або суцільнотягнутими. Збірні банки можуть бути циліндричними або фігурними. Вони складаються з трьох деталей: корпусів, денець і кришок (денця і кришки називають кінцями).
Збірна банка має поздовжній шов і поперечні шви біля денця і кришки. Поздовжній шов герметизують пропаюванням припоєм — сполукою олова і свинцю або зварюванням при виготовленні корпусів. Поперечні шви формуються при з’єднуванні денець і корпусів та кришок і банок під час їх герметизації. Поперечні шви ущільнюють за допомогою водно-аміачних розчинів і паст на каучуковій основі.
Суцільнотягнуті банки виготовляють круглими або фігурними — прямокутними, овальними і еліптичними.
Залежно від розмірів (місткості, діаметра, висоти) і форми кожна банка має умовний номер.
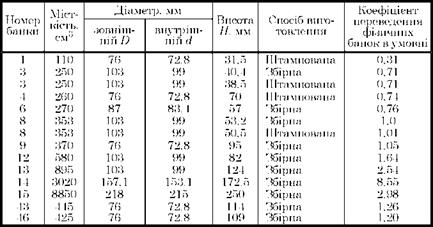
Ураховуючи різноманітність тари, яку використовують для виготовлення м’ясних консервів, для спрощення розрахунків і планування виробництва застосовують спеціальну систему перерахунків фізичних банок в умовні банки. Продуктивність виробництва в умовних банках визначають за формулою
![]() (13.1)
(13.1)
де![]() — продуктивність виробництва, фізичних банок;
— продуктивність виробництва, фізичних банок;![]() — місткість фізичної банки, см3;
— місткість фізичної банки, см3;![]() — місткість умовної банки, см3;
— місткість умовної банки, см3;![]() —
—
коефіцієнт переведення фізичних банок в умовні![]()
За умовну банку беруть жерстяну банку місткістю 353,4 см3. Продуктивність консервного виробництва визначають у тубах (тисяча умовних банок) або мубах (мільйон умовних банок).
Для виготовлення м’ясних консервів найпоширенішими є циліндричні банки діаметром 78, 83 та 99 мм.
Розміри і місткість круглих жерстяних банок наведено в табл. 13.3.
|
Таблиця 13.3. Розміри і місткість металевих банок
|
Використовують також жерстяні банки європейських типорозмірів: суцільнотягнуті, збірні та збірні із зварним корпусом (зварні). Типорозміри банок з кришками наведено в табл. 13.4.
|
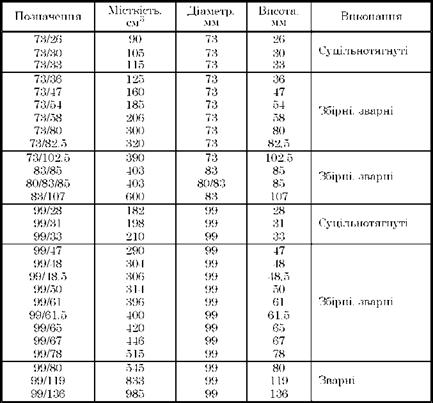
Таблиця 13.4. Асортимент банок європейських типорозмірів
|
У м’ясній промисловості використовують також прямокутні збірні та суцільнотягнуті банки.
Скляна тара. Перевагою скляної тари є кислотостійкість скла, прозорість, можливість багаторазового використання. Банки виготовляють із безбарвного скла.
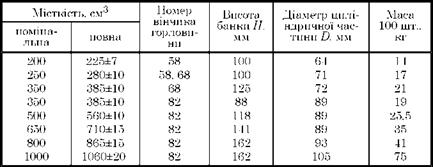
Форму, основні розміри, місткість і масу скляних банок згідно з ГОСТ 5717-91 подано на рис. 13.2 і в табл. 13.5.
Залежно від способу герметизації скляні банки виготовляють з вінчиками трьох типів: І — обкатні; ІІ — обтискні «Єврокап»; ІІІ — нарізні «Євротвіст» (з кришкою твіст-офф). Умовне позначення банки містить: тип (І, ІІ, ІІІ), діаметр вінчика (58, 68, 82 мм) і місткість у міліметрах. Так, консервна банка І-82-1000 означає, що це банка першого типу — обкатна, з діаметром вінчика 82 мм і міст-
|
Рис. 13.2. Скляні банки і способи їх закупорювання: а — банка І-82-500; б — банка 11-68-350: 1 — шийка горловини; 2 — вінчик горловини; 3 — торець горловини; 4 — горловина; 5 — плече банки; 6 — корпус банки; 7 — дно банки; в — банка ІІІ-68-350 |
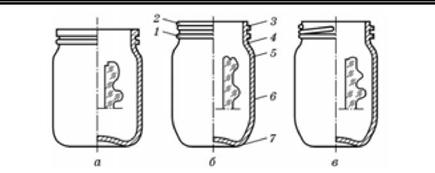
кістю 1000 мл; банка ІІІ-68-650 має вінчик з різьбою для нагвинчування кришки, діаметр вінчика 68 мм і місткість 650 мл.
|
Таблиця 13.5. Типорозміри скляних банок
|
Дотримання вимог головних розмірів банки є основою забезпечення герметичності закатування банок, стерилізації та транспортування консервів.
Щоб забезпечити герметизацію, кришки комплектують ущільнювальними прокладками. За будь-якого способу закупорювання кришки з прокладками мають бути міцно і герметично зафіксовані на вінчику горловини банки і залишатися постійно в такому положенні під час проведення всіх технологічних операцій, транспортування і зберігання.
Вважається, що найбільш надійна герметизація банок забезпечується при використанні банок з вінчиком горловини І типу. Враховуючи цінність м’ясної сировини, в Україні її фасують переважно у скляну консервну обкатну тару місткістю 350, 500 і 1000 мл з вінчиком горловини 82 мм. Продукти дитячого і дієтичного харчування фасують у банки місткістю200 мл.
Надійність герметизації обтискної і нарізної банок значно менша за обкатну.
Скляну тару використовують переважно при виготовленні найагресивніших за реакцією середовища м’ясо-рослинних консервів. Крихкість скла значно зменшується при покриванні поверхні банок полімерним матеріалом, скловолокнами або органічними покриттями на основі олеїнової кислоти.
Полімерна тара. Як жерстяна і скляна тара, полімерна тара повинна бути міцною, термостійкою, хімічно стійкою до впливу компонентів харчових консервів, санітарно-гігієнічно безпечною, паро- і газонепроникною та мати низьку вартість.
Полімерну тару поділяють на м’яку і напівжорстку.
М’яку тару виготовляють у вигляді маркованих яскравим друком оболонок, пакетів і формочок, в які закладають рідкий пастоподібний продукт, а потім м’ясо.
Для виготовлення м’якої полімерної тари найбільш придатні такі полімери, як поліамід-ІІ, поліпропілен, фторопласт.
Напівжорстку тару виготовляють на основі алюмінієвої фольги (завтовшки 0,10 — 0,12 мм), ламінованої пропіленом і з зовнішнім лаковим покриттям. Цей комбінований матеріал легко формується, має високу корозійну стійкість, високі теплофізичні характеристики, малу масу і низьку вартість. Він відомий у промисловості під назвою ламістер або стералкон.
Використання ламістеру дає можливість скомпонувати в одну потоково-механізовану лінію весь комплекс технологічних операцій з виготовлення консервів, у тому числі формування тари, наповнення її сировиною, герметизацію та стерилізацію за температури до 121 °С.
Ламістер використовують як тару при виготовленні пресервів і консервів з незначним терміном зберігання.