13.14. Герметизація банок
Надійна герметизація банок є найважливішою технологічною операцією, від якої залежать тривалість зберігання консервів та їхня якість.
Для герметизації наповнених продуктом банок використовують автоматичні або напівавтоматичні закатні (для металевих банок і скляних банок І типу) та закупорювальні (для скляних банок ІІ і
ІІІ типів) машини з вакуумуванням або без вакуумування вмісту.
У світовій практиці широко використовуються різні способи закупорювання скляної та ламістерної тари, проте застосовують лише один спосіб закупорювання металевих банок — подвійним за- катним швом.
Герметизація металевих банок. Банки герметизують відразу після наповнення та перевірки маси нетто. Перед герметизацією наповнені металеві банки накривають кришками і встановлюють їх на патрон закатного механізму. Нижній патрон піднімається і притискує банку до верхнього патрона.
Закатний механізм має два ролики першої операції, розміщені під кутом 180°, і два — другої операції. Ролики закріплені на шарнірних двоплечих важелях знизу, верхній кінець важелів спирається на відтискні кулачки (рис. 13.18). За допомогою спеціальних водил і шестеренчастої передачі маточина із закріпленими важелями обертається навколо банки. Верхній кінець важеля з відтискними
|
Рис. 13.18. Схема багатопозиційного закатного механізму: 1 — 6, 17, 20 — 22 — зубчасті передачі; 7, 23 — центральні вали; 8 — маточина; 9 — закатні ролики; 10 — верхній патрон; 11 — вісь; 12 — двоплечий важіль; 13 — шарнір; 14 — відтискні ролики; 15, 24 — кулачки; 16, 18 — порожнисті вали; 19 — виштовхувач банок після закатування |
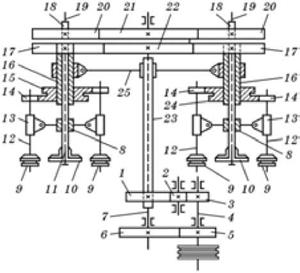
роликами, накочуючись на виступну частину кулачка, відхиляється і притискує нижній кінець важеля із закатними роликами до кришки. Ролики мають профільні виточки і при наближенні до кришки, одночасно обертаючись навколо неї, деформують її. Спочатку ролики першої операції підгинають завиток кришки до фланця корпусу банки і формують шов. Після цього ролики другої операції одночасно стискують і ущільнюють шов. Герметизацію швів забезпечує еластична паста, яка міститься у завитку кришки, заповнюючи зазори між шарами жерсті в подвійному шві.
Ролики першої та другої операцій і незначна різниця між частотою обертання кулачків і роликів дають змогу отримувати рівну поверхню закатних швів (фальців).
Для формування якісного герметичного шва на закатних машинах будь-яких конструкцій потрібно, щоб ролики першої операції робили 5 — 7, а ролики другої операції — 3 — 5 обертів по шву.
Закатний шов повинен бути герметичним, гладеньким, без накатів, підрізів, зморшок і мати невелике потовщення у місці перетинання поздовжнього і поперечного швів (кутошов). Паста не повинна вилізати з-під закатного шва.
Особливу увагу при закатуванні банок приділяють тому, щоб на бортах банок, які надходять на закатування, не було шматків м’яса. Наявність сировини на бортах банок може призвести до не- герметичності закатних швів (ущільнень).
Кришки перед використанням проходять санітарне оброблення
і маркуються згідно з ГОСТ 15334—91 «Консервы мясные и мясорастительные. Упаковка, маркировка и транспортирование». Маркувальні позначки (цифри і літери) наносять на ударних або ротаційних маркувальних автоматах. Маркувальні позначки наносять на поле кришок витисненням позначок у напрямку із середини (випуклістю назовні) банок.
Метод витиснення позначок, особливо ударним способом, може призвести до порушення лакового та олов’яного покриття і, отже, до корозії кришок.
У світовій практиці поширене маркування консервів нанесенням маркувальних позначок незмивною фарбою. Друкувальні пристрої 2ТФК та Б4-ТФК призначені для нанесення маркувальних позначок флексографічним способом на металеві кришки до скляних і металевих банок із швидкістю друку 160 циклів за хвилину.
Напівавтоматичні закатні машини Б4-КЗК-77-02 і Б4-КЗК-77-03 для жерстяної тари та Б4-КЗК-77 і Б4-КЗК-77-01 для скляної тари мають один закатний механізм (однопозиційні). Напівавтомат Б4-КЗК-90А призначений для закатування металевих і скляних банок. Операції накривання банки кришкою, установлення банки на стіл нижнього патрона, піднімання і притискання банки до верхнього патрона, знімання банки зі столу виконують вручну.
Напівавтоматичні закатні машини мають продуктивність від
12 до 16 банок за хвилину. їх використовують на підприємствах малої потужності, а також для герметизації банок, що потребують підпресування вмісту.
Автоматичні закатні машини здійснюють усі операції автоматично — від приймання наповнених банок до видачі герметичних
13 визначенням їх кількості.
Для послідовного виконання всіх технологічних операцій автоматичні закатні машини без вакуумування банок містять такі механізми: механізм приймання банок; механізм подавання банок з магазином кришок, автоматичним поштучним подаванням кришок, маркуванням їх і орієнтацією кришок відносно банок, накриванням банок кришками і передаванням їх на столи нижніх притискних патронів закатного механізму; чотири або шість шпинделів (закатних механізмів) з автоматичним підніманням банок, притисненням їх до верхнього патрона з центратором, герметизацією банок роликами першої та другої операцій, опусканням, рахуванням і виведенням герметизованих банок із закатного механізму на міжопераційні конвеєри.
За конструктивними ознаками автоматичні закатні машини поділяють на однопозиційні, двопозиційні лінійні та багатопози- ційні карусельні. Карусельні автомати виготовляють одно- або двобаштовими.
Однобаштові автоматичні закатні машини залежно від кількості закатних механізмів поділяють на чотири- або шестишпиндельні. Незалежно від кількості шпинделів кожен шпиндель має по два ролики першої і другої операцій. Для урівноваження зусиль притискання роликів до кришки, ролики першої операції розміщують у горизонтальній площині під кутом 180 °С. При цьому ролики другої операції розміщені між роликами першої операції (під кутом 90°). Закатні механізми (шпинделі) багатопозиційних карусельних автоматів обертаються навколо осі каруселі. Ролики першої і другої операцій послідовно привальцьовують кришку до корпусу з утворенням подвійного шва. Двобаштові автоматичні закатні машини мають дві башти, на яких установлено по 4 або по 6 шпинделів. Перша башта призначена для виконання лише першої операції, друга — виконує другу операцію, остаточно формуючи закатний шов.
Для герметизації фігурних або прямокутних банок використовують закатні машини з профілями кулачків (які оббігають верхні затискні ролики важелів закатних роликів першої та другої операцій), що відповідають профілю і розмірам банки.
Для досягнення високої якості консервів видаляють повітря з банок перед герметизацією.
Повітря в банці знаходиться між шматочками м’яса, у фарші, в порах продукту та розчинене в рідині (бульйоні, соусі). Наявність повітря в банці призводить до негативних наслідків при стерилізації і зберіганні продукції.
За підвищення температури, внаслідок розширення вмісту і повітря, тиск у банці збільшується.
Тиск, Па, у банці під час стерилізації визначають за формулою
|
|
де![]() — тиск пари в банці при стерилізації, Па;
— тиск пари в банці при стерилізації, Па;![]() — тиск повітря
— тиск повітря
в банці під час герметизації, Па;![]() — тиск насиченої пари у просторі банки, не заповненому продуктом, Па;
— тиск насиченої пари у просторі банки, не заповненому продуктом, Па;![]() — об’єм незапов-
— об’єм незапов-
неного простору в банці відповідно в момент герметизації і під час стерилізації, м3;![]() — абсолютна температура в банці відповід
— абсолютна температура в банці відповід
но при герметизації і стерилізації, К.
![]()
![]() Відношення
Відношення![]() з високим ступенем достовірності визначають за формулою
з високим ступенем достовірності визначають за формулою
об’єму банки при нагріванні (для скляних банок х = 1; для металевих банок: № 9 — х = 1,042 ; № 13 — 1,048 при різниці тисків у банці й автоклаві Ар = 0,1 МПа); у — ступінь розширення об’єму продукту (відношення об’єму продукту в банці при стерилізації до об’єму продукту в банці при герметизації, в умовах промислової стерилізації у = 1,02...1,05).
Рівняння (13.2) можна записати у вигляді
![]()
Аналіз рівняння (13.4) засвідчує, що різниця між тисками в банці й автоклаві, яка може спричинити деформування металевих банок або зривання кришок зі скляних банок, створюється переважно за рахунок тиску повітря в банці. Тиск пари в банці практично дорівнює тиску пари в автоклаві.
Рівняння (13.4) не враховує можливе збільшення тиску за рахунок фізико-хімічних змін сировини: набухання, виділення газів при використанні недозрілого м’яса (за рахунок автолізу) та при розпаді білків, випаровування кислот тощо. В окремих випадках тиск у банці при стерилізації досягає 0,3 — 0,4 МПа.
У решті випадків тиск у банці можна зменшити, якщо: зменшити тиск повітря Р1 в камері герметизації; збільшити тиск пари рп за рахунок підвищення температури продукту в момент герметизації; зменшити співвідношення Т2/Т1 та У1/У2.
Тиск повітря Р1 у камері герметизації банок можна зменшити вакуумуванням або витисненням повітря парою.
Ступінь розширення скляної банки х завжди менший за ступінь розширення продукту у і для зменшення співвідношення У1/У2 потрібно зменшувати ступінь заповнення банок продуктом ф.
Для металевих банок залежно від початкової температури продукту і температури стерилізації ступінь розширення продукту у може бути меншим або більшим від ступеня розширення банки х. У першому випадку для зменшення співвідношення У1/У2 потрібно збільшити ф, а в другому — зменшити.
Відповідне вакуумування вмісту перед закатуванням банок сприяє зниженню тиску в середині банки при стерилізації. При цьому забезпечується збереження форми банок під час і після стерилізації, запобігання виникненню несправжнього бомбажу, деформування банок і порушення їх герметичності.
Крім істотного впливу повітря в герметизованій банці на тиск у середині банки, кисень повітря прискорює окисні процеси в продукті, що негативно впливає на якість жиру і стан білків. Кисень також каталізує розпад вітамінів та ароматичних речовин, що призводить до погіршення якості консервів та скорочення терміну зберігання.
Видалення повітря з банок перед герметизацією зменшує ступінь проявлення негативних явищ, сприяє підвищенню швидкості прогрівання вмісту під час стерилізації і дає можливість одночасно з видаленням повітря видаляти газоподібні продукти розпаду білків (аміак, сірководень та ін.).
У практиці консервного виробництва видалення повітря (екс- гаустування) відбувається трьома способами: механічним, тепловим і комбінованим.
Для здійснення процесу видалення повітря, як правило, башта другої операції розміщується в герметизованій камері (автомат Б4-КЗК-84 та ін.). Банки надходять у камеру через роторний клапан з герметизованими карманами для банок. Наповнені банки з приймальної зірки надходять до подавального механізму, де за сигналом від банки, що надійшла, з магазину подається кришка. Вона проходить через маркувальну станцію і надівається на банку. В такому вигляді банка встановлюється на рухомий стіл клін- черного пристрою, де здійснюється попереднє негерметичне зака- тування (клінчерування) банок. Після опускання банки вона захоплюється живильною зірочкою і встановлюється в карман роторного клапана вакуумної башти. Через клапан банка надходить у вакуумну камеру. Згідно з інструкцією щодо підготовки та наповнення банок для забезпечення в банках достатнього рівня вакууму у вакуум-камерах закатних машин має бути вакуум 300 — 500 мм рт. ст. (40,0 — 66,7 кПа). Слід зазначити, що ексгаустування ефективне переважно для вмісту банок у вигляді шматків. Вакуумування фаршевих (паштетних) мас у вакуум-камерах малоефективне. Бажано фарш готувати у вакуумних кутерах (мішалках).
Для проведення герметизації банок з механічним видаленням повітря використовують вакуум-закатні машини Б4-КЗК-84 та ін. За наявності клінчера в закатних автоматах вакуумний насос монтується окремо від закатної машини, у вакуум-автоматах без клінчера — на станині автомата.
Теплове ексгаустування передбачає нагрівання вмісту банок до їх герметизації. Під час нагрівання підвищується тиск водяної пари і повітря витискується з продукту. Проте ефективнішим є комбіноване видалення повітря. Банки з підігрітим вмістом герметизують у вакуум-камері, де підтримується вакуум на рівні (3,3...5,3)-104 Па. Глибший вакуум використовують при герметизації банок із вмістом у вигляді шматків.
Розроблено також автоматичні закатні машини, де повітря з банок видаляється гострою (глухою) парою, після чого банка герметизується.
Герметизація скляних банок. Закатні механізми автоматів для скляних банок мають закатні ролики, однакові за формою та траєкторією руху. Конструкція закатного механізму впливає на продуктивність машини, оскільки з підвищенням швидкості руху робочих роликів і тиску на банку збільшується ймовірність виникнення склобою.
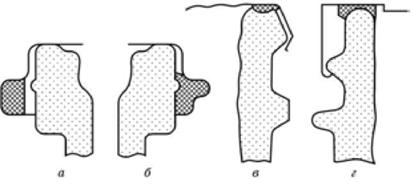
Основні способи герметизації скляних банок наведено на рис.
13.19. Кришки СКО під час герметизації деформуються способом закатування або обтискання. При деформуванні фланець кришки підгинається під кантик на вінчику горловини банки. У цьому разі кантик вдавлюється в гумове ущільнювальне кільце, що забезпечує герметизацію банок (рис. 13.19, а, б).
|
Рис. 13.19. Схеми способів герметизації скляних банок: а — профіль кришки СКО до закатування; б — профіль кришки СКО після закатування; в — герметизація банок ІІ типу; г — герметизація банок ІІІ типу |
Спосіб герметизації банок І типу кришками СКО є найбільш надійним.
Для герметизації банок СКО використовують напівавтоматичну машину Б4-КЗК-90А (продуктивність 12 банок за хвилину) та закатні автомати Б4-КЗК-109 (продуктивність до 160 банок за хвилину), Б4-КЗК-110 (продуктивність 40 — 80 банок за хвилину) та дозувально-закатний агрегат Б4-КАД-1 (2 і 3) (продуктивність відповідно модифікація 1 — 220 банок за хвилину; модифікація 2 — 200 і модифікація 3 — 160 банок за хвилину).
Спосіб герметизації банок з вінчиком ІІ типу кришками (рис.
13.19, в) полягає в обтисканні фланця кришки навколо кантика вінчика банки. Після напресування кришки на горловину банки фланець кришки підгинається під кантик на вінчику банки. При цьому виникають сили пружності, які притискують кришку до торця горловини банки. Ущільнювальне гумове (пластизольне) кільце між кришкою і торцем горловини банки забезпечує герметизацію банки.
Для герметизації банок з вінчиком ІІ типу використовують автомати Б4-КУТ-1 продуктивністю 125 банок за хвилину.
Банки з вінчиком ІІІ типу «Твіст-офф» герметизуються накручуванням кришки на вінчик за наявності на зовнішній поверхні вінчика не менш як 4 похилі виступи. Після накладання на банку кришки герметизувальний шпиндель повертає її на 90°. При цьому відігнуті всередину краї кришки відтягуються похилими виступами на вінчику і кришка притискує (рис. 13.19, г) кільцеву ущільнювальну прокладку до горловини банки.
Для герметизації консервних банок з вінчиками горловини ІІІ типу з попереднім заповненням підкришкового простору сухою парою використовують закупорювальні паровакуумні автомати типу Б4-КУТ-2А та закупорювальні машини Ж4-УМТ-8 продуктивністю 100 — 130 банок за хвилину.
Герметизація ламістерної тари. Тара із ламістеру після наповнення накривається кришкою і за допомогою напівавтомата Б4-УТУ-1 відбувається її герметизація методом термозварювання.
Автомат Б4-КУТ-3 призначений для герметизації методом подвійного термошва банок із ламістеру типу 2Л, 3Л, 21Л (циліндричних) та 1Л, 4Л, 9Л (прямокутних). Продуктивність автомата до 80 банок за хвилину.