19.1.2. Виготовлення зварних підшипникових щитів
Зварні сталеві щити використовують у машинах потужністю більше 100 кВт. Трудомісткість виготовлення таких щитів, порівняно з литими, значно вища, але вони мають більшу міцність.
Типова конструкція зварного підшипникового щита показана на рис. 19.9.
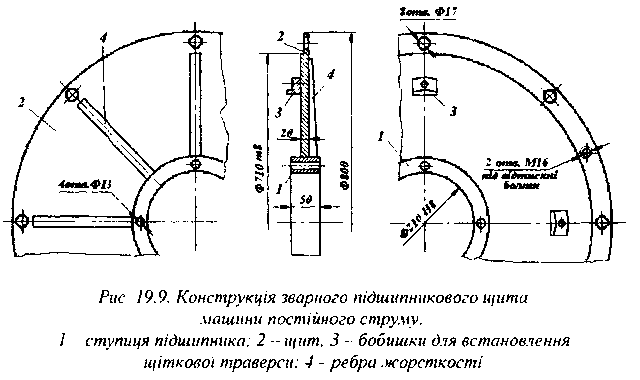
Заготовки для щита 2, бобишок 3 для центрування щіткової траверси та ребер жорсткості 4 виготовляють з листового прокату шляхом вирізання за допомогою газорізки. Заготовка ступиці підшипника 1 може бути литою, кованою або вальцьованою з листового прокату.
Заготовки щита, бобишок та ребер жорсткості піддаються обробці на фрезерних верстатах, а ступиця обробляється на токарних. Токарна обробка зібраного підшипникового щита, як правило, виконується на токарно-карусельному верстаті. Закріплювання щита на планшайбі верстата здійснюється за допомогою чотирьох кулачків, які спираються на зовнішню циліндричну поверхню (Ф800). На першому установі обробляються циліндрична поверхня замка, його торцева частина, посадкова і торцева частини бобишок для встановлення щіткової траверси, посадкова поверхня ступиці підшипника та торцева поверхня, яка прилягає до неї, крім того, знімаються фаски на ступиці і замку. Другу торцеву поверхню ступиці підшипника обробляють на другому установі підшипникового щита Базовою поверхнею при виконанні другого установу служить торцева поверхня замка а закріплювання щита здійснюється аксіальним притисканням його по цій поверхні до упорів, встановлених на планшайбі верстата
Свердлування отворів та нарізання різі в них виконується на радіально-свердлувальних верстатах за кондуктором або за розміткою.