2.1.1. Похибки обробки
Цей вид похибок зумовлений такими чинниками:
• неточностями верстатів, пристроїв, профільного і вимірювального інструментів;
• деформаціями, зумовленими внутрішніми напруженостями матеріалу деталі;
• пружними деформаціями системи: верстат-пристрій-інструмент-де-таль (ВПЇД);
• зношуванням різального інструмента;
• температурними деформаціями вузлів верстата, пристроїв, інструмента і деталей, які виникають під час механічної обробки.
Перші два чинники спричиняють появу похибок обробки, які не залежать від навантаження, а три останні - похибок, що залежать від навантаження.
Похибки, зумовлені неточністю верстатів, пристроїв та інструмента. виникають внаслідок порушення прямолінійності та площинності направляючих станин, с>портів і столів верстатів: непаралельності або неперпендикулярності шпинделів верстата до направляючих, радіального і торцевого биття шпинделів, неточності ходових гвинтів і подільчих механізмів, Зазначені чинники можуть бути спричинені неточністю виготовлення верстатів або виникнути, як наслідок зношування елементів верстатів на ділянках, де вони найчастіше працюють.
Точність виготовлення профільних і вимірних інструментів безпосередньо впливає на точність обробки під час застосування цих інструментів. До таких інструментів належать свердла, зенкери, розгортки, плашки, мечики, канавкові різці, шпонкові фрези, фасонні різці, протяжки тощо.
Похибки вимірювань під час обробки суттєво впливають на точність обробки та складання. Застосування вимірювальних інструментів, що дають сумірні з допуском похибки визначення розмірів, примушують зменшувати ці допуски. Наприклад, якщо необхідно отримати розмір деталі 100 мм з точністю ± 0,1 мм, а вимірювання виконувати з точністю ± 0,05 мм, то для того, щоб усі деталі були визнані точно виготовленими їх необхідно виготовляти з точністю ± 0,05 мм. Це пояснюється тим, що, наприклад, при вимірюванні розміру 100,08 мм, дійсний розмір може бути 100,13 мм.
У зв’язку з цим, вибирати засоби вимірювання необхідно так, щоб гранична похибка вимірювання не перевищувала 0,4 - 0,2 допуску на розмір.
Дуже часто ці похибки виникають при неправильному застосуванні вимірювальних засобів, або при користуванні пошкодженими чи погано налагодженими засобами.
Як правило, похибки від деформації деталей, зумовлені внутрішніми напруженнями, виникають при обробці великогабаритних або тонкостінних деталей.
Внутрішні напруження виникають у матеріалі деталі при гарячій обробці (відривання, кування, прокатування, загартовування) через нерівномірне охолодження заготовки; при обробці тиском в холодному стані (правлення, обкатування роликом тощо), а також при наварюванні деталей або приварюванні елементів складальної одиниці одна до одної.
За наявності внутрішніх -напружень після зняття з заготовки поверхневого шару, в ній відбувається перерозподіл напружень, що призводить до деформації деталі.
Тому під час обробки точних деталей необхідно після виконання чергової операції механічної обробки перезакріпити деталь, а коли необхідно - здійснити природне або штучне старіння, при якому внутрішні напруження вирівнюються.
Здебільшого похибки від деформацій системи ВПІД і зміщень заготовки відносно верстата, пристроїв та інструмента становлять найбільшу частину загальної похибки обробки.
Механізм виникнення цього виду похибок обробки розглянемо на прикладі обточування гладкого вала на токарному верстаті.
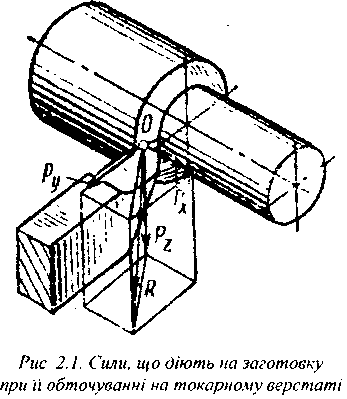
При обточуванні вала в центрах токарного верстата з боку різця на заготовку діє сила Я, яку можна представити у вигляді трьох складових РX, РY, і РZ і що діють по трьох взаємно перпендикулярних напрямках, як це показано на рис. 2.1.
Прийнято сили Рх і РY виражати в частках сили РZ
Сила РY вважається основним чинником, що спричиняє деформацію системи ВПІД. Значення деформацій кожного з елементів системи залежить від розташування місця різання.
Наприклад, під час обточування заготовки, яка закріплена у центрах токарного верстата, епюри деформацій елементів системи ВПІД мають вигляд, показаний на рис. 2.2.
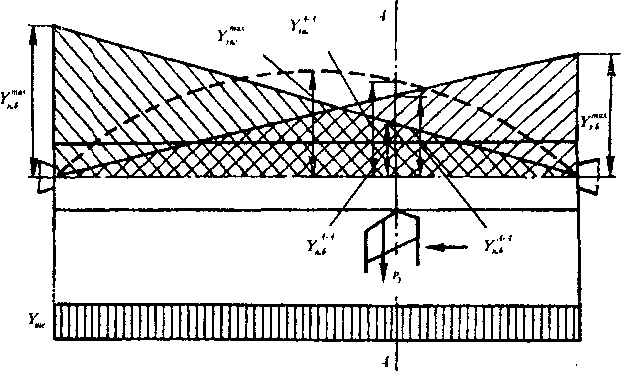
Рис 2 2 Епюри пружних деформацій елементів системи ВПІД
Кожен з елементів системи ВПІД зміщується зі свого вихідного положення, в якому перебував на початку обточування, при цьому в точці контактування різця з заготовкою, що піддається обробці, задня
Враховуючи такі зміни деформацій системи ВПІД, стає зрозумілим, що оброблювана деталь ніколи не може бути циліндричною. У випадках, коли деформація деталі більша від деформацій інших елементів, середня частина обробленої деталі буде більша, ніж біля торців, а в протилежному випадку - середня частина матиме діаметр менший, ніж її ділянки біля торців.
Жорсткість системи ВПІД прийнято визначати
Необхідно мати на увазі, то через нерівномірність глибини різання в межах одного оберту деталі, зумовленої неточністю виставляння деталі і нециліндричністю заготовки, сила різання буде змінюватися від
буде змінюватися від  що призведе до зміни радіального розміру за один оберт
що призведе до зміни радіального розміру за один оберт

де - максимальна і мінімальна деформації системи ВПІД;
- максимальна і мінімальна деформації системи ВПІД;
 - практичний коефіцієнт сили різання, який визначається за довідниками; т - показник степені при значенні подачі 5;
- практичний коефіцієнт сили різання, який визначається за довідниками; т - показник степені при значенні подачі 5; максимальна і мінімальна глибини різання.
максимальна і мінімальна глибини різання.
Наведене вище дає змогу дійти висновку, що точні деталі треба обробляти як мінімум у два проходи, тобто робити чорнову і чистову обробки.
Похибки від зношування різального інструмента суттєво впливають на розміри деталі, яку обробляють.
Значення розмірного зношування інструмента і! залежить від довжини шляху різання матеріалу оброблюваної деталі, матеріалу різця, швидкості різання та інших чинників.
У загальному вигляді зношування інструмента має особливість, показану на рис. 2.3. У зоні / відбувається швидке зношування інструмента, що пояснюється інтенсивним зношуванням мікро-виступів, які утворилися на різальній кромці інструмента при його заточуванні.
У зоні нормального зно
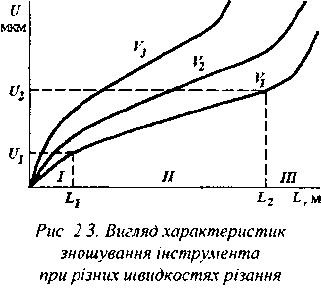
шування IIвідбувається поступове зменшення розміру інструмента, а в зоні катастрофічного зношування /// зміна розмірів відбувається дуже швидко.
Збільшення швидкості різання V призводить до прискорення зношування. на рис. 2.3. V1<V2<V3
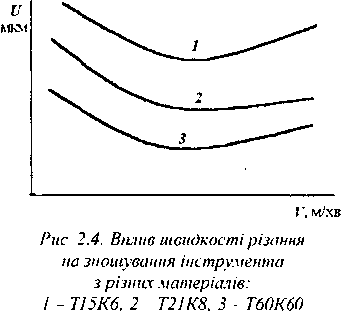
Вплив швидкості різання і матеріалу, з якого виготовлено різальний інструмент, ілюструється залежностями, зображеними на рис. 2.4.
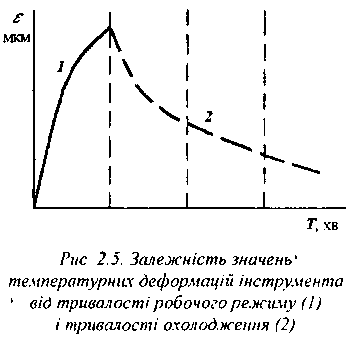
Похибки, зумовлені температурними деформаціями системи ВПДІ, можуть досягати значень, що виходять за межі допусків, тому їх треба враховувати при обробці точних деталей. Температурні деформації залежать від тривалості неперервної роботи і проміжків між робочими режимами, що проілюстровано на рис. 2.5.
Чорнова обробка, яка виконується зі значними подачами та великою глибиною різання, спричиняє значне нагрівання деталі, яку обробляють, тому, якщо відразу після неї здійснити чистов} обробку, то розміри деталі можуть бути меншими від заданих.
При обробці точних деталей, як правило, після чорнової обробки деталь знімають з верстата і обробляють іншу деталь. А чистову обробку здійснюють після охолодження деталей. У деяких випадках деталь залишають на верстаті для охолодження.