5.3.1. Обробка деталей у центрах
Обробку зовнішніх поверхонь деталей у центрах використовують тоді, коли їх довжина / значно більша від зовнішнього діаметра d (l>5d).
Для базування таких деталей використовують центрові отвори, які мають п’ять форм (рис. 5.1.6). Центрові отвори форми А застосовують тоді, коли після обробки деталі необхідність в них відпадає, і у випадках, коли збереження отворів під час експлуатації гарантується відповідною' термообробкою. Отвори форми В використовують у випадках, коли центрові отвори є базою для багаторазового використання, а також тоді, коли вони повинні бути збережені в готових виробах; форми Т - для оправок і калібрів; форми F і H - для монтажних робіт, транспортування, збереження і термообробки деталей у вертикальному положенні.З
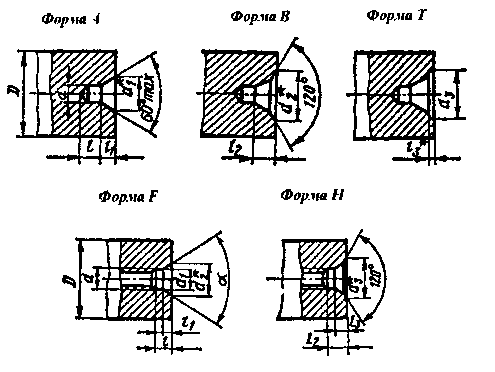
Рис 5.16. Форми центрових отворів
Чинними нормативними документами встановлені нормалізовані центрові отвори з діаметрами сі для форм А, В і Т від 1,0 до 12 мм і від МЗ до М24 для форм F і H. При призначенні розмірів центрових отворів форм А, В і Т враховується маса заготовки, яку оброблюють.
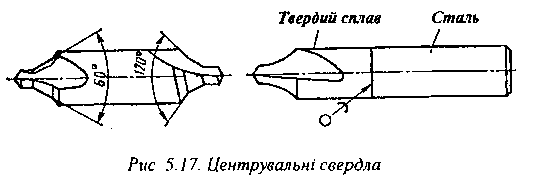
Центрові отвори форм А, В і T, як правило, виконуються за допомогою спеціальних центрувальних свердел, рис. 5.17. Центрування валів здійснюється на токарних верстатах або на спеціальних одно- чи двосторонніх центрувальних.
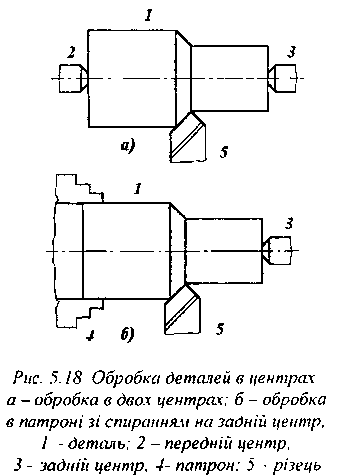
При обробці довгих деталей їх можна встановлювати на верстаті в два центри (рис. 5.18, а) або один кінець затискається в патроні, а другий “підпирається” центром (рис. 5.18, б).
У першому випадку для передавання обертального моменту від шпинделя до деталі використовуються поводкові патрони і хомутики різної конфігурації (рис. 5.19, а і 5.19, б).
Також використовують поводкові пристрої, наприклад, такий, як зображено на рис. 5.19, в, який складається з переднього плаваючого центра та зубчастого поводка, що шарнірно з’єднаний з плаваючим центром. Такий пристрій при підтисканні заготовки центром, який встановлено в пінолі задньої бабки, забезпечує врізання зубців поводка в торець заготовки, і через ці зубці передається обертовий момент до деталі. При передаванні моменту за допомогою патронів необхідно врахувати, що кулачки патрона можуть порушити центрування деталі і залишити сліди від затискання на поверхні деталі.
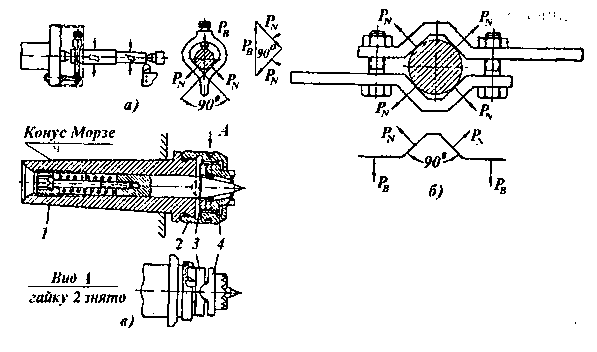
Рис 5.19 Передавання крутного моменту від шпинделя до деталі за допомогою поводкового патрона і хомутика І - корпус поводкового пристрою, 2 - гайка, 3 - шайба, 4 - поводок
Центри для обробки деталей поділяються на два види: нерухомі та такі, що обертаються.
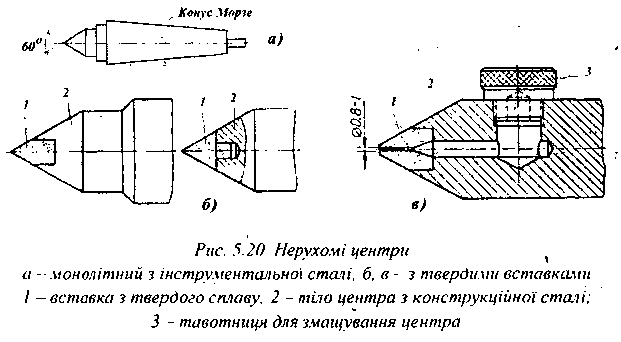
Нерухомі центри можуть бути суцільними (рис. 5.20, а) і з наконечниками з твердого сплаву (рис. 5.20, б і 5.20, в). Суцільні центри виготовляються з інструментальних вуглецевих сталей У7А-У10А, їх використання суттєво обмежує швидкості обертання деталей, які обробляють. Часткове вирішення цієї проблеми полягає у використанні нерухомих центрів з твердими вставками (рис. 5.20, б і 5.20, в).
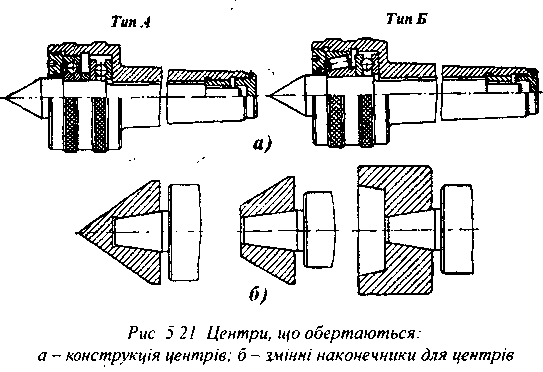
Значне підвищення швидкості обертання досягається при використанні центрів, які обертаються (рис. 5.21). Недоліками цих центрів є менші жорсткість і вібростійкість. Центри типу А призначені для малих радіальних навантажень, а центри типу В - для середніх навантажень. При встановленні деталей, які оброблюються, по центровій фасці в отворі, або для притискання деталі по торцю доцільно застосовувати центри зі змінними наконечниками (рис, 5.21, б).
У випадках, коли співвідношення l/d > 12 жорсткість деталі стає недостатньою для її обробки (виникають вібрації, які спричиняють погіршення шорсткості поверхні, деталь прогинається, що зумовлює непря-молінійність). Проблема підвищення жорсткості деталі вирішується за стосуванням рухомих (рис. 5.22, а) або нерухомих люнетів (рис. 5.22, б).
Рухомі люнети встановлюють на супорті верстата, а нерухомі - на направляючих станини. Для встановлення нерухомого люнету заготовка проточується в заданому місці, і на цю проточку спирають сухарі
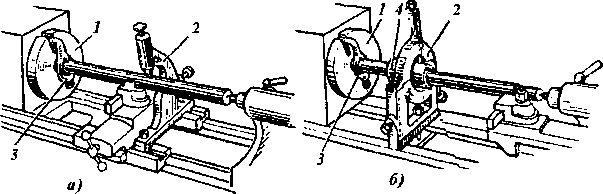
Рис 5.22. Обробка деталей в люнетах: а - нерухомих; б-рухомих
люнету. У деяких випадках замість проточування заготовки на її поверхню встановлюють втулку зі шліфованою зовнішньою поверхнею і гвинтами для її центрування і закріплювання. Рухомий люнет встановлюється сухарями на щойно проточену поверхню заготовки, яка розташована позаду різця.