7.4. Розточувальні роботи та інструменти для їх виконання
Обробка отворів діаметром більше 60 - 100 мм та торцевих поверхонь, які прилягають до них, здійснюється на розточувальних верстатах.
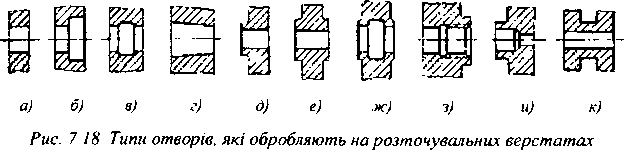
Основні типи отворів, які можна обробити на розточувальних верстатах, показані на рис. 7.18. Опріч гладких отворів циліндричної форми (рис. 7.18, а) можна розточувати ступінчасті отвори (рис. 7.18, б), робити різні виточки (рис. 7.18, в), обробляти конусні отвори (рис. 7.18, г). Одночасно з обробкою отворів можна виконувати підрізання торців, що прилягають до отворів (рис. 7.18, д - рис. 7.18, ж) за допомогою мечиків можна нарізати різі (рис. 7.18, з). За допомогою різців можна обточувати зовнішні циліндричні та торцеві поверхні (рис. 7.18, и, к).
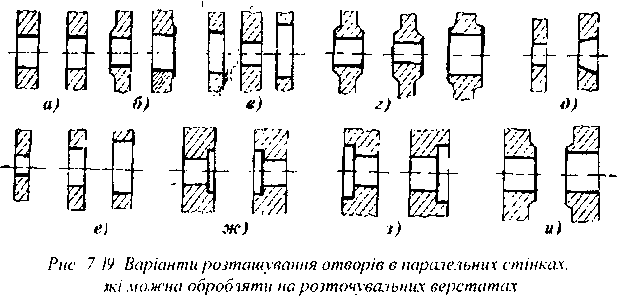
Розташування отворів,- що обробляються, може бути досить різноманітним (рис. 7.19). Необхідно зазначити, що деякі розташування отворів зумовлюють серйозні ускладнення під час обробки. Наприклад, при розташуванні малого отвору в середній стінці (рис. 7.19, в, г) або обробка торців, розташованих всередині корпусу (рис. 7.19, ж, и).
За характером закріплювання інструменти, що використовуються на розточуваїьних верстатах, прийнято поділяти на три групи:
• шпиндельні інструменти, тобто ті, що безпосередньо закріплюються в шпинделі верстата;
• такі, що закріплюються на державках, які встановлюються на планшайбах;
• такі, то закріплюються на борштангах або в борштангах.
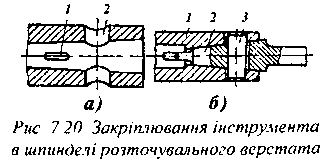
Шпиндельні інструменти (свердла, зенкери, розгортки тощо) закріплюються в шпинделі розточувального верстата так само, як і на свердлу вал ьиих. Кінець шпинделю виконується з конусним гніздом і двома вікнами, рис. 7.20, а. Вікно 1 служить для вибивання конусу інструмента, вікно 2 - для затягування клином конуса інструмента, борштанги або перехідної втулки. Закріплювання хвостовика 2 інструмента в шпинделі 1 клином 3 показано на рис. 7.20.6. Таке закріплювання використовується в тих випадках, коли виникає необхідність обробки поверхонь при подаванні шпинделю в обох напрямках, наприклад, при обробці торцевих поверхонь в корпусах, які розташовані так, як це показано на рис. 7.19, ж, и.
Приклади виконання робіт за допомогою інструментів, що закріплюються на державках, показано на рис. 7.21.
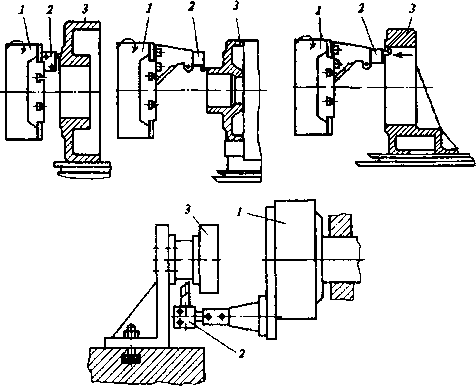
Рис. 7.21. Приклади обробки деталей на розточувальних верстатах інструментами (різцями), які закріплені на державках' 1 - планшайба, встановлена на шпинделі верстата; 2 - державка, 3 - деталь, яку обробляють
Борштанги для закріплювання інструментів бувають двох видів: з конусним хвостовиком, який з’єднується безпосередньо зі шпинделем верстата, і такі, що з’єднується безпосередньо зі шпинделем за допомогою спеціальних втулок.
Борштанги першого типу поділяються на консольні (рис. 7.22, а) і двоопорні (рис. 7.22, б). На борштанзі можна закріплювати один різець (рис. 7.22, а) або декілька (рис. 7.22, в). У зв’язку з необхідністю регулювання положення різців відносно борштанги, що визначає розмір і конфігурацію отвору, який оброблюють, різці мають регулятори положення, які, як правило, виконуються у вигляді гвинтових пар (рис. 7.22, г).
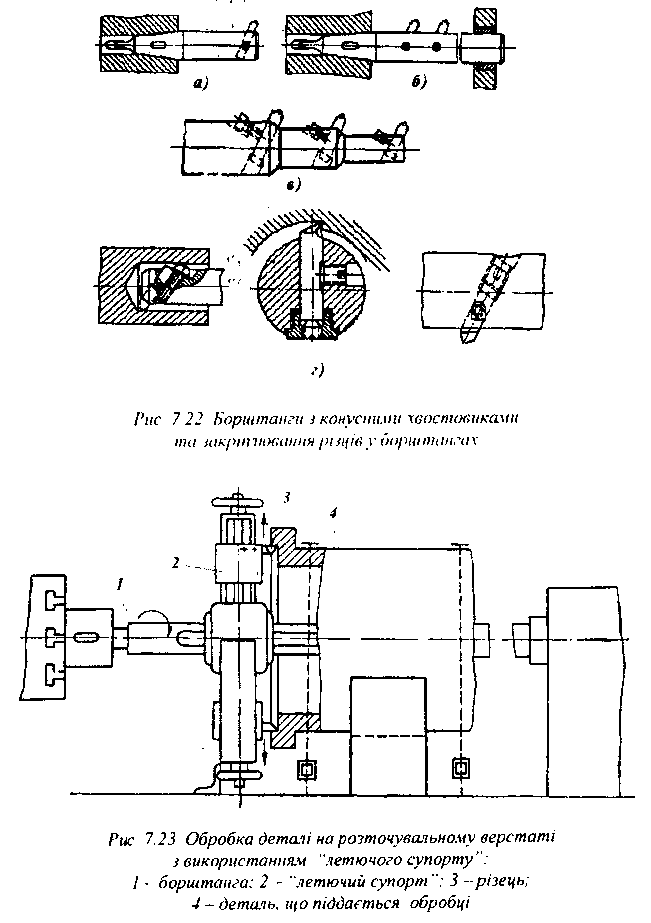
Для розточування великих отворів і обточування великих торцевих площин, наприклад, під час обробки корпусів великих електричних машин, застосовують так званий “летючий супорт”, який встановлюється на борштанзі (рис. 7.23).