10.2.1. Зовнішнє кругле шліфування
Зовнішнє кругле шліфування можна здійснювати такими методами: з поздовжньою подачею, глибинним методом і врізанням.
Найбільш поширеним методом шліфування є шліфування з поздовжньою подачею, коли припуск знімають за декілька (іноді досить багато) проходів абразивного інструмента вздовж твірної деталі, що обробляється.
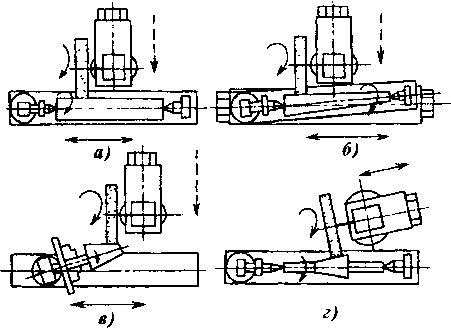
Рис. 10. і. Схеми шліфування на круглоиїліфувальних верстатах з поздовжньою подачею, а - шліфування циліндричної деталі в центрах; б - иіліфуваннЯ' конічної деталі в центрах верстата, в - ииііфування конічної деталі в патроні з поворотом шпиндельної бабки; г - ииііфування конічної деталі з поворотом бабки шліфувального круга
Глибина різання при чорновому шліфуванні знаходиться в межах від 0,015 до 0,05 мм на один прохід а при чистовому - від 0,001 до 0,01 мм на прохід. Для досягнення заданого рівня точності та високої якості поверхні здійснюють додаткові проходи без поперечної подачі (виходжування), які продовжують доти, доки не припиниться утворення іскор по всій довжині деталі. Схеми шліфування деталей з поздовжньою подачею показані на рис. 10.1.
Глибинний метод круглого шліфування застосовується при чорновій обробці. Під час застосування цього методу весь припуск на чорнове шліфування знімається за один або два проходи. Глибина різання сягає 0,1-0,4 мм.
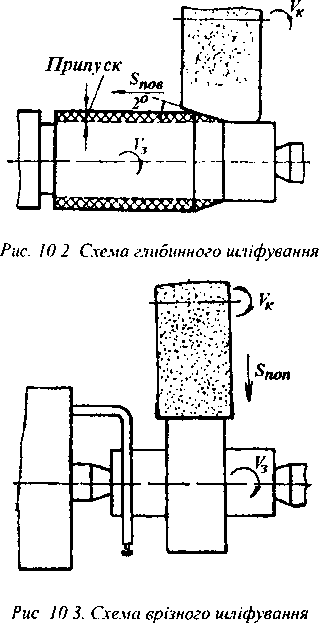
Схема шліфування показана на рис. 10.2. Шліфувальний круг повинен заправлятися на конус з кутом скосу (р = 2°.
Метод можна застосовувати при обробці деталей з високою жорсткістю.
Сутність врізного методу полягає в тому, що використовується тільки поперечна (радіальна) подача шліфувального круга. Схема врізного методу шліфування показана на рис. 10.3.
Значення подачі знаходиться в межах від 0,001 до 0,01 мм на оберт. Ширина круга, яким виконується операція, повинна бути більшою від всієї довжини деталі, що піддається обробці. Метод, як правило, реалізується на врізних круглошліфувальних верстатах.
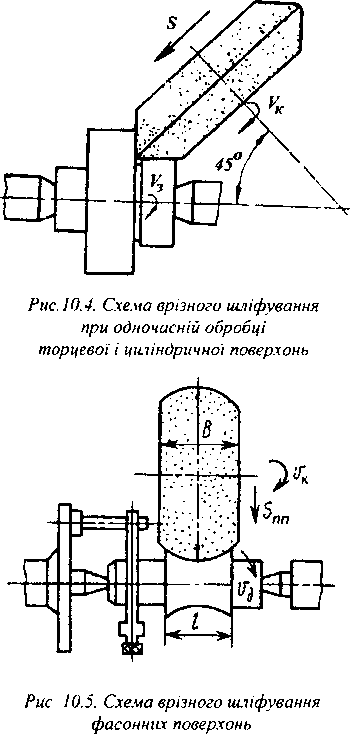
Різновидом врізного методу шліфування є одночасна обробка циліндричної частини деіалі і торцевої поверхні, яка прилягає до неї. Таке шліфування виконують за схемою, показаною нарис. 10.4.
Враховуючи високу продуктивність шліфування методом врізання, його широко застосовують у масовому виробництві. Особливо велике значення має цей метод при шліфуванні фасонних поверхонь. У цьому разі профіль периферії круга повинен відповідати профілю виробу (рис. 10.5).
Високопродуктивним методом зовнішнього шліфування циліндричних поверхонь є безцентрове шліфування. Розрізняють три види такої обробки: наскрізне, до упору і врізне.
Наскрізне безцентрове шліфування (шліфування на прохід) використовують під час обробки гладких циліндричних деталей. При наскрізному шліфуванні деталь 2, що піддається обробці, розташовується між робочим 1 і ведучим 2 абразивними кругами так, що її поздовжня вісь знаходиться вище від горизонтальної площини, яка проходить через вісь обертання робочого круга У заданому положенні деталь підтримується за допомогою направляючої лінійки (ножа) 4, опорна площадка якого оснащена пластиною з твердого сплаву. Для створення зусилля, яке забезпечує поздовжню подачу 5 деталі, вісь обертання ведучого круга нахилена під кутом а = 1 - 4,5° до площини, в якій розташована вісь обертання робочого круга Схема безцентрового шліфування показана на рис. 10.6.
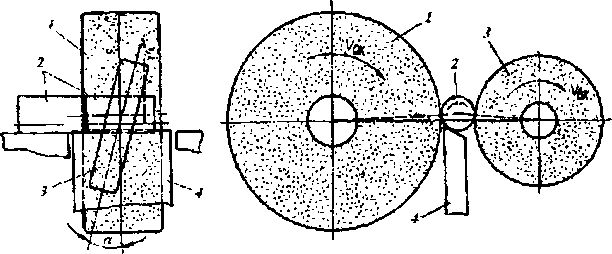
Рис 10 6 Схема наскрізного безцентрового шліфування гладких циліндричних деталей
Безцетрове наскрізне шліфування виконується при значних глибинах різання (від 0,04 до 0,4 мм, а при великих діаметрах деталі може бути і більше).
Безцентрове шліфування до упору застосовують для обробки деталей, які мають бурти, що робить неможливим використання наскрізного шліфування. У цьому випадку кут нахилу ведучого круга не перевищує 0,5°, а отже, поздовжня подача значно менша, ніж при наскрізному шліфуванні. Як тільки деталь, що піддається обробці, доходить до упору, шліфувальні круги розводяться і деталь знімається з верстата за допомогою викидача
Безцетрове врізне шліфування застосовують для кінцевої обробки циліндричних деталей з буртами.