13.3. Променеві методи обробки
До променевих методів обробки належать лазерний і електронно-променевий.
Технічна суть методів променевої обробки полягає у видаленні матеріалу плавленням і випаровуванням під дією енергії променевих потоків або високоенергетичних струменів з питомою щільністю енергії до 106 — 109 Вт/см2.
Промінь діє протяом часу, необхідного для плавлення і випаровування матеріалу, і не діє в період викиду цього матеріалу з лунки.
Електронно-променева обробка базується на видаленні речовини під дією сфокусованого пучка електронів - випаровуванні або сублімації речовини з точки, на яку діє електронний промінь.
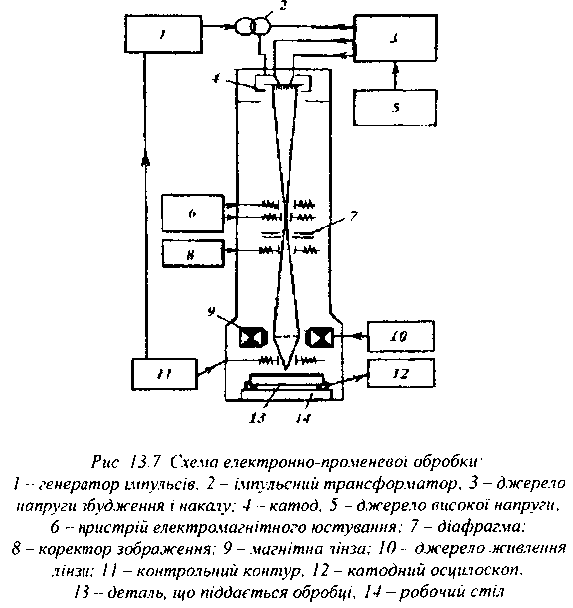
Установка для електронно-променевої обробки (рис. 13.7) складається з електронної пушки 4, яка формує потужний електронний промінь; вакуумної робочої камери, в якій відбувається обробка деталі 13; вакуумної насосної системи, яка створює вакуум порядку 1,33x10-2 Па: контрольної системи, яка керує електронним променем; імпульсного джерела енергії 1; приладів для контролю та спостережень за процесом.
Залежно від густини енергії в фокальній плямі механізм видалення матеріалу може бути різним: термічним, крапельним, паропроменевим і вибуховим.
Електронно-променевим методом можна обробляти струмопро-відні і ізоляційні матеріали з будь-якими фізичними властивостями.
Перевагами електронно-променевого методу обробки є висока продуктивність, відсутність хімічної взаємодії, можливість обробки у важкодоступних місцях, обробка дуже малих отворів і вузьких шліців. Недоліками методу є необхідність створення вакууму, складність і значна вартість установок, необхідність захисту персоналу від рентгенівського випромінювання.
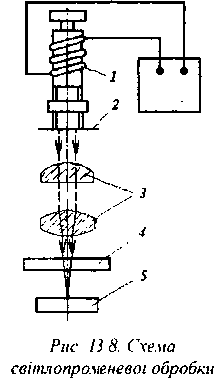
Лазерна (світлопроменева) обробка матеріалів виконується за допомогою світлового променю, який випромінюється оптичним квантовим генератором (лазером). Найважливішим елементом твердотільного оптичного квантового генератора (рис. 13.8) є рубіновий стрижень, який містить в собі невелику кількість атомів хрому, і газорозрядна лампа. Короткочасні спалахи лампи 1 збуджують частину атомів стрижня, приво-дячи їх у найвищий енергетичний стан за рахунок поглинання світла Збуджені атоми можуть віддавати свою енергію сусіднім атомам, які своєю чергою переходять на більш низький енергетичний рівень з потужним випромінюванням хвиль різних напрямків. Хвиля, що іде вздовж осі кристала, багатократно відбивається від його плоскопаралельних торців і швидко підсилюється. Через напівпрозорий торець стрижня виходить потужний імпульс червоного світла, який проходить через діафрагму 2, оптичну систему 3 і захисне скло 4 на поверхню деталі 5.
Енергія випромінювання оптичного квантового генератора промислового типу невелика (10-100 Дж), а коефіцієнт корисної дії не перевищус 0,1 - 1,0 %. Температура в точці прикладання променя сягає 5500 - 9000 °К, що є додатнім Для розплавлення і перетворення в пару будь-якого матеріалу. Здатність різних матеріалів до обробки визначається переважно їх теплофізичними властивостями (температура плавлення і кипіння, теплоємність, теплопровідність).
Сфера застосування оптичних квантових генераторів приблизно така сама, як і у електронно-оптичного методу. Переваги обробки світловим променем перед електронно-променевою обробкою полягають в тому, що з’являється можливість обробки великогабаритних деталей, відпадає потреба у вакуумних камера^ не потрібен захист персоналу від шкідливого випромінювання.
Лазерну обробку застосовують під час розкрою листів з титанових сплавів, нержавіючих сталей і композитів, а також для зварювання зазначених матеріалів.