14.2.6. Обробка вільним абразивом
У техніці застосовують різні види обробки вільним абразивом, а саме: об’ємно-вібраційна, магніто-абразивна, відцентрово-абразивна, променево- гідроабразивна. Ці методи обробки забезпечують отримання деталей з параметрами шорсткості поверхонь Ra=0,32 -0,04 мкм.
Суть об'ємно-вібраційної обробки полягає в тому, що деталі піддаються мікроударам сторонніх речовин. Робота виконується в установках, принципова схема яких показана на рис. 14.8.
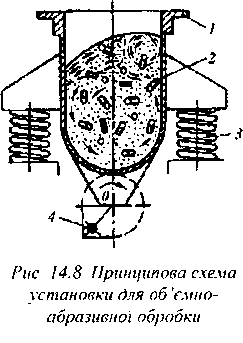
Деталі 2 завантажують в спеціальну камеру 1, яка змонтована на пружних підвісах 3. За допомогою дисбаланс-ного вібратора 4 камеру, разом з її вмістом, примушують коливатися з низькою частотою. У камері деталі змішують з робочим середовищем, яке складається з рідини та наповнювача Абразивні наповнювачі мають різні геометричні форми (ромбічна призма, куля, циліндр, конус, тетраедр тощо). Наповнювачі виготовляються на керамічних і органічних в’яжучих основах з сумішей абразивних мікропорошків. Наповнювачами також використовують дроблені відходи абразивних кругів та сталеві кульки діаметром 6-15 мм.
Рідинами застосовують водяні розчини хімічно активних речовин (кислоти, луги і мильні розчини) з різними додатками (рідке скло, інгібітори корозії, карбонати луг та інші компоненти).
Магнітно-абразивна обробка базується на здатності феромагнітної маси, розташованої в магнітному полі, здійснювати абразійну дію на поверхнях, що піддаються обробці.
Під час обробки деталі приводяться в рух звичайним електромеханічним приводом.
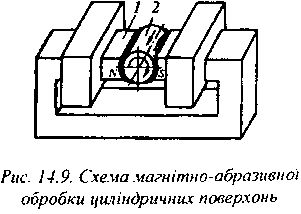
Заготовка 2, що оброблюється (рис. 14.9), розташовується між полюсними наконечниками 1 електромагніту з деякими проміжками між ними і заготовкою, в проміжки подається абразивний порошок, що має магнітні властивості. Заготовку імушують обертатися і здійснювати коливні рухи вздовж осі обертання. Під дією магнітного поля зерна порошку втримуються в робочих проміжках і, притискаючись до поверхні деталі, здійснюють Ті обробку. У проміжки подається змащувально-охолоджувальна рідина
Порівняно з іншими методами абразивної обробки магнітно-абразивна обробка забезпечує підвищення продуктивності праці в 3 - 5 разів. При цюму видатки на абразивний інструмент зменшуються у 2 - З рази. До переваг цього методу також належить можливість обробки дуже тонких виробів (завтовшки 0,05 - 0,5 мм), можливість обробки виробів з неправильною геометричною формою, а також можливість виявлення дефектів попередньої обробки (тріщини, підпалювання при шліфуванні тощо).
За допомогою цього методу можна обробляти зовнішні та внутрішні циліндричні поверхні, площини та деталі різних складних конфігурацій. Метод можна реалізувати на токарних, розточувальних, плоско- і круглошліфувальних верстатах.
Принцип променевої гїдроабразивпої обробки пояснюється схемою, зображеною на рис. 14.10. Промінь суспензії, що складається з води та абразивних частинок, скеровують на поверхню, яка оброблю-
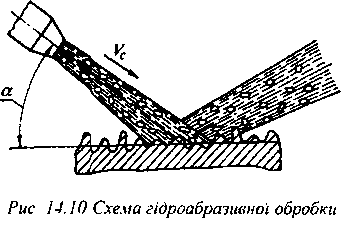
ється. Продуктивність процесу, шорсткість поверхні та фізико-меяанічні властивості поверхневого шару залежать від матеріалу заготовки, тривалості обробки, концентрації абразиву в суспензії та зернистості абразивного матеріалу, кута атаки α, швидкості променя Vc та інших чинників.
Метол використовується для шліфування та полірування деталей особливо складної конфігурації видалення окалини, зняття задирок після механічної обробки та покращання антикорозійних властивостей поверхонь
Для реалізації променеві гідроабразивної обробки використовують спеціальні установки різних конструктивних схем.