18.2. Виготовлення зварних корпусів
Під час виготовлення зварних корпусів з’єднання деталей та вузлів здійснюється за допомогою ручного дугового зварювання, автоматичного чи напівавтоматичного дугового зварювання під флюсом або ацетиленокисневого зварювання. Метал, з якого виготовлені деталі, що піддаються зварюванню, називають основним металом, а ту частину зварювального з'єднання, яка утворюється металом, розплавленим під час зварювання - зварним швом. Шов утворюється внаслідок змішування розплавленого основного матеріалу і електродів, що зумовлює відмінність фізико-механічних властивостей матеріалу шва від основного. Як правило, матеріал шва має дещо меншу міцність і в’язкість.
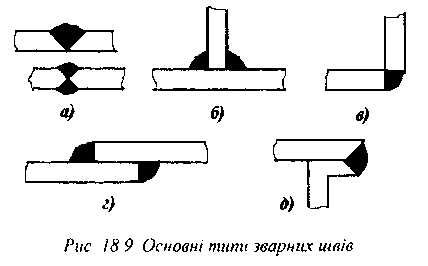
За формою спряження деталей в зварному з'єднанні можна виділити такі основні типи з’єднань: стикові (рис. 18.9, а) таврові (рис. 18.9,6); кутові (рис. 18.9, в); з напуском (рис. 18.9, г); з відбортуванням (рис. 18.9, д).
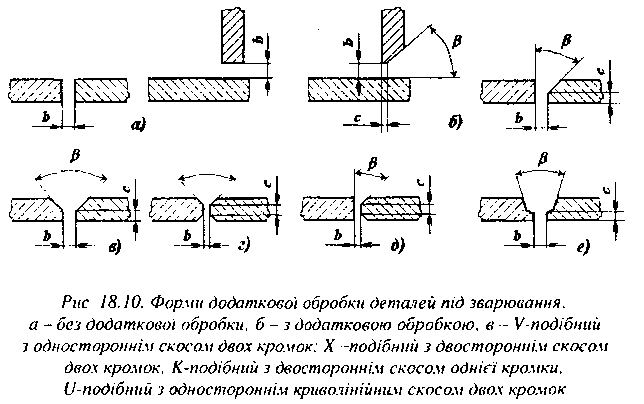
При ручному зварюванні деталей завтовшки більше 4 мм, а при автоматичному зварюванні - більше 12 мм кромки деталей підлягають додатковій обробці (рис. 18.10). Проміжок b становить 1,5-2,0 мм, притуплення с = 2 ± 1 мм, кут нахилу кромок становить від 20 ± 5° до 60 ± 5°, що залежить від способу зварювання і типу з’єднання.
становить від 20 ± 5° до 60 ± 5°, що залежить від способу зварювання і типу з’єднання.
Перед зварюванням здійснюють складання вузлів, яке можна виконувати з використанням шаблонів або спеціальних пристроїв. Спочатку здійснюють “прихоплювання” деталей за допомогою накладання коротких швів завдовжки 10- 15 мм з проміжками між ними порядку 30 - 40 товщин листів, що піддаються зварюванню.
Для зменшення залишкових напружень у конструкціях, які піддаються зварюванню, треба уникати перехрещування швів, шви потрібно накладати симетрично, за можливістю необхідно використовувати переривисті шви, довгі шви накладати ступінчасто від середини до країв виробу.
Для зменшення напружень у зварних з’єднаннях виконується відпускання, прокатування та проковування швів.
Якість зварювання значною мірою залежить від чистоти кромок та поверхонь, які до них прилягають, що зумовлює необхідність чищення
від іржі, залишків фарби, мастил та інших забруднень. Чищення здійснюється металевими щітками, дробоструминною обробкою або хімічним травленням.