2.2.4. Принцип суміщення баз
При призначенні технологічних баз для точної обробки заготовки технологічною базою необхідно приймати поверхні, що одночасно є конструкторськими і вимірювальними базами, а також використовуються як бази при складанні виробу.
Під час суміщення технологічних, конструкторських і вимірювальних баз обробка заготовки виконується за розмірами, проставленими на робочому кресленні. Якщо технологічна база <не збігається з конструкторською або вимірювальною базами, то технолог змушений виконувати заміну розмірів, що проставлені на кресленні. При цьому відбувається підвищення жорсткості вимог до точності виготовлення, а це зумовлює подорожчання обробки і зменшення продуктивності праці.
Наприклад, якщо при виготовленні деталі, зображеної на рис 2.11, а за технологічну базу прийняти нижню поверхню В, що зручно для встановлення заготовки на верстаті, то ця база не збігається з конструкторською і вимірювальними базами денця паза С, якими є поверхня А.
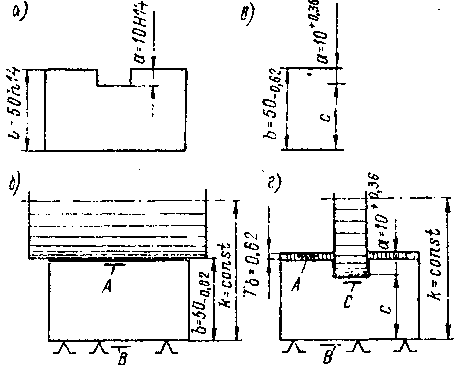
Рис 2.11 Фре іерування паза від опорної технологічної бази В, яка не збігається з конструкторською базою
Під час роботи верстата, налагодженого на відстань осі фрези від поверхні стола k = const, розмір с (відсутній на робочому кресленні, див. рис. 2.11, а) буде також постійним, а відтак, розмір глибини паза a=10+0,36 мм не можна виконати. Це пояснюється тим, що на його значення безпосередньо впливає похибка розміру b=50-0,62 мм, яка витримується на попередній операції (рис. 2.11,6) На підставі цього, на операційному ескізі фрезерування паза необхідно поставити розмір с точність якого залежить від попередньої операції 3 рис. 2.11 видно, що с=b-a=50-10=40 мм.
Допуск розміру с визначається з розрахунку розмірного кола, показаного на рис. 2.11, в. Цей розмір дорівнює δс=δa+δb= 0,38+0,62=0,98 мм. Координата центра поля допуску

Для того, щоб витримати допуск на розмір а, змушені встановити менший допуск на розмір Ь, наприклад, встановити його таким, що дорівнює половині допуску на розмір а, тобто прийняти мм. У такому разі
мм. У такому разі
допуск на розмір с буде Отже, розрахункове
Отже, розрахункове
значення с дорівнює що відповідає 11 квалітету точності.
що відповідає 11 квалітету точності.
На підставі викладеного, в ескізах на операцію замість встановлених кресленнями повинні бути проставлені нові розміри
повинні бути проставлені нові розміри
 . Значить, незбіжність конструкторської і технологічної баз змусили суттєво підвищити точність обробки Таке рішення зумовлює зростання собівартості продукції і може стати доцільнішим під час використання спеціального пристрою для базування заготовки, на якому конструкторська і технологічна бази будуть збігатися. Схема такого пристрою зображена на рис. 2.12, а. У цьому випадку коливання розміру b аніяк не впливає на отримання розміру а.
. Значить, незбіжність конструкторської і технологічної баз змусили суттєво підвищити точність обробки Таке рішення зумовлює зростання собівартості продукції і може стати доцільнішим під час використання спеціального пристрою для базування заготовки, на якому конструкторська і технологічна бази будуть збігатися. Схема такого пристрою зображена на рис. 2.12, а. У цьому випадку коливання розміру b аніяк не впливає на отримання розміру а.
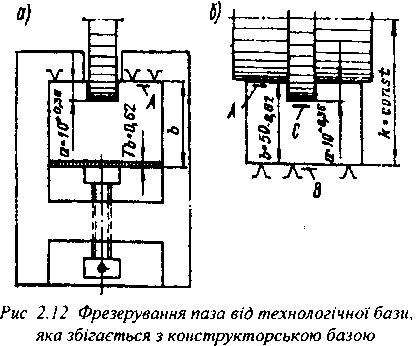
На рис. 2.12, б показано фрезерування комплектом фрез паза глибиною одночасно з обробкою поверхні А. У такому разі для дотримання розміру а, як і в попередньому випадку, немає ніяких проблем.
одночасно з обробкою поверхні А. У такому разі для дотримання розміру а, як і в попередньому випадку, немає ніяких проблем.