3.2.2. Лиття в багаторазові форми
Серед багатьох методів лиття в багаторазові форми найбільш поширеними є лиття під тиском; відцентрове і лиття в кокіль.
Лиття під тиском використовується для виготовлення деталей складної конфігурації з магнієвих, алюмінієвих, цинкових і свинцево-олов'яних сплавів. Маса деталей до 50-100 кг. Мінімальна товщина стінок заготовок, які можна виготовити цим методом становить 1,0 -3,0 мм для алюмінієвих сплавів, 1,5-4,0 мм - для мідних. Шорсткість поверхонь заготовок з легких кольорових металів до при точності виготовлення 1Т11-1Т13, а з важких кольорових металів і чавуну -
при точності виготовлення 1Т11-1Т13, а з важких кольорових металів і чавуну - і гірше з допусками ІТ12-ІТ14.
і гірше з допусками ІТ12-ІТ14.
Процес лиття під тиском полягає в тому, що розплавлений метал, який залито в камеру пресування машин, під дією поршня через літникові канали заповнює з високою швидкістю порожнину прес-форми, затверджується під тиском і утворює відливку.
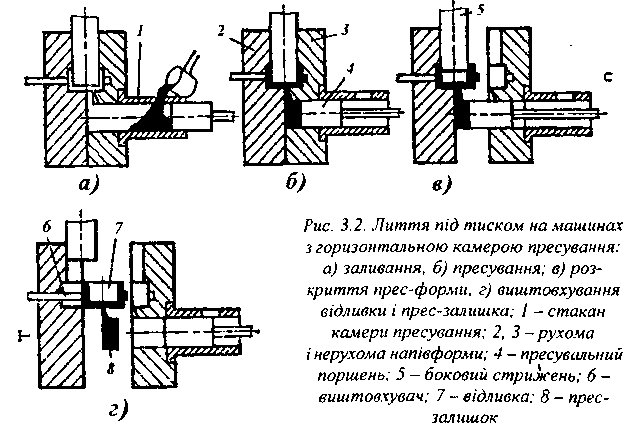
Лиття здійснюється на машинах з вертикальною (рис. 3.1) або горизонтальною (рис. 3.2) холодною камерою пресування.
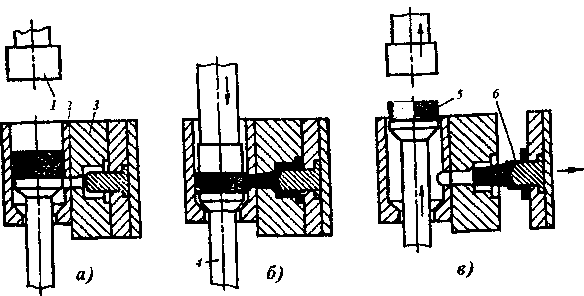
Рис. 3.1 Лиття під тиском на машинах з вертикальною камерою пресування: а) заливання розплаву; б) пресування; в) розкриття прес-форми і виштовхування відливки; І - пресувальний поршень,
2 - стакан камери пресування, 3 - нерухома напівформа, 4- п 'ята, 5 - прес-залишок, 6 - відливка
При виготовленні дрібних деталей застосовують багатомісні форми. Можливе виготовлення деталей армованих різними зміцнюючими та ізоляційними матеріалами (тверді сплави, сталева арматура, пластмаси, фарфор тощо).
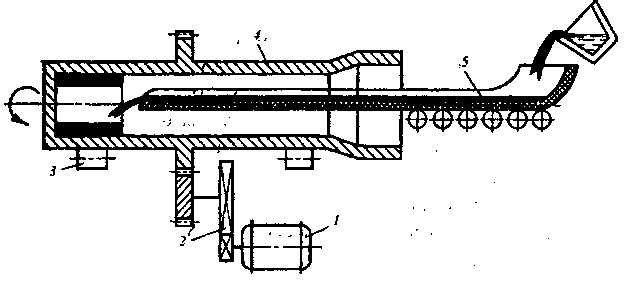
Рис З З Схеми установки для відцентрового лиття 1 - електродвигун. 2 - редуктор. 3 - ролик, 4 - форма-виложниця. 5 - жолоб дія заливання
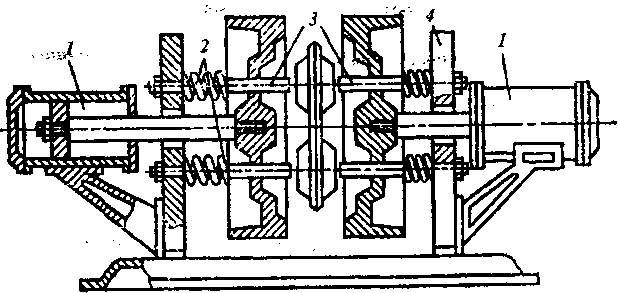
Рис 3.4. Кокіпьна машина з пневмоприводом 1 - пневмоциліндри, 2 - пружини, 3 - виштовхувані; 4 - станина
Лиття під тиском широко застосовують у масовому виробництві електричних машин малої і середньої потужності для виготовлення корпусів машин змінного струму, підшипниковіїх щитів, коробок виводів, різних кришок, вентиляторів, а також при виготовленні обмоток короткозамкнених роторів.
Відцентрове лиття в електромашинобудуванні застосовують для виготовлення з чавуну, сталі, бронзи та інших матеріалів відливок типу втулок або труб різного діаметра з товщиною стінок 2 - 20 мм. Цей спосіб лиття використовують також для заливання обмоток короткозамкнених роторів та інших армованих деталей. Схема установки для відцентрового лиття зображена на рис. 3.3.
Метод забезпечує можливість отримання заготовок з шорсткістю поверхні Точність заготовок ІТ14 - ІТ18.
Точність заготовок ІТ14 - ІТ18.
Лиття в кокічь забезпечує отримання заготовок з шорсткістю поверхонь від з досить високою точністю. Застосовується
з досить високою точністю. Застосовується
в серійному та масовому виробництві фасонних відливок з чавуну, сталі та кольорових металів масою до 0,5 - 5 т. Найменша товщина стінок 3-6 мм.
Для лиття в кокіль використовуються кокільні машини (рис. 3.4). Кокільні форми виготовляють зі сталевих сплавів.