5.2.5. Токарні автомати
Автоматичними верстатами (автоматами) називають верстати, в яких автоматизовані всі основні і допоміжні рухи, необхідні для виконання технологічного циклу обробки деталі, а також зняття готової деталі та встановлення нової заготовки.
За характером роботи, яка виконується на верстатах, розрізняють фасонно-відрізні, фасонно поздовжні і токарно-револьверні токарні автомати. Ці верстати бувають одно- і багатошпиндельними.
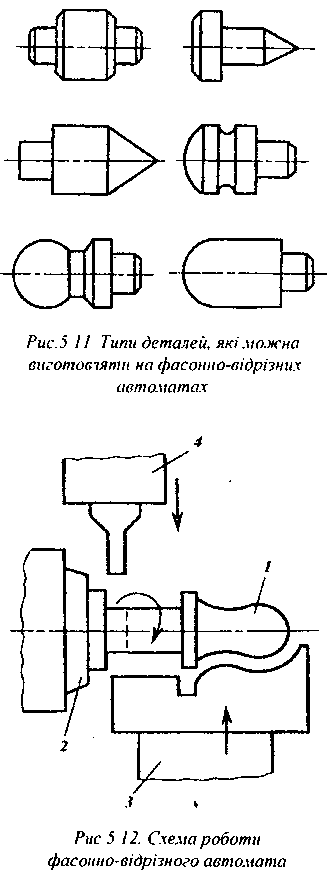
Фасонно-відрізні автомати використовують при виготовленні фасонних коротких деталей діаметром від З до 25 мм, приклади яких показані на рис. 5.11. У фасонно-відрізних автоматах заготовка 1 закріплюється в шпинделі 2, рис. 5.12, за допомогою цангового патрона. Верстат може мати від двох до чотирьох супортів 3 та 4, які пересуваються тільки в поперечному напрямку. На супортах встановлюються фасонні і відрізні різці.
Такі верстати мають відкидні упори для прутків, які фіксують їх положення.
Автомати фасонно-поздовжнього точіння застосовують при обробці довгих деталей малого діаметра. Вони забезпечують точність обробки по діаметру 5-8 квалітету, по довжині - 7-9 квалітету.
Шорсткість обробленої поверхні Ra=1,25 - 0,63 мм. Приклад схеми обробки деталі на такому верстаті показано на рис. 5.13.
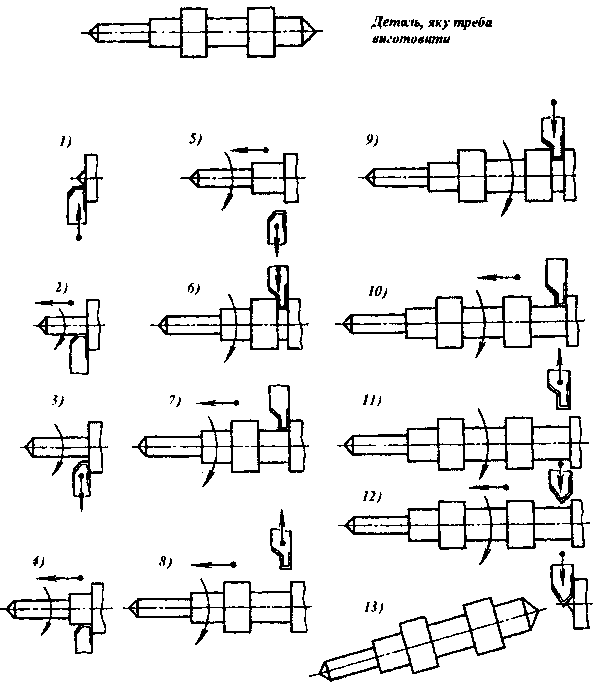
Рис 5.1З Схема обробки деталі на автоматі фасонно-поздовжнього точіння
Зовнішній вигляд токарно-револьверного одношпиндельного автомата (модель 1Б140) показано на рис. 5.14. Автомат використовується для обробки заготовок з круглого прутка діаметром 12-40 мм, шестигранного 10, 15, 20, 30 і 34 мм, квадратного 8, 13, 17,25 і 27 мм.
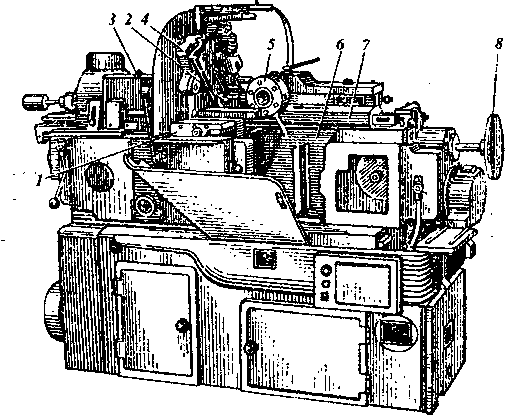
Рис 5 14 Зовнішній вигляд одношпиндельного токарно-револьверного автомата
Автомати призначені для серійного та масового виробництва деталей, які вимагають обточування, підрізання торців, свердління, зенкування, нарізання різі тощо. Завантаження нового прутка завдовжки до 3000 мм здійснюється вручну, а під час роботи автомата подавання і затискання прутка, як і всі інші операції, здійснюється автоматично.
Револьверна головка 5 з шістьма гніздами для інструментів має горизонтальну поперечну вісь повороту револьверного супорта 7. Супорт має поздовжню робочу подачу і може швидко відводитися від заготовки після завершення технологічного переходу для зміни інструмента поворотом головки на 1/6 частину оберту. Чотирма супортами - двома горизонтальними 1 і двома вертикальними 4 - можна виконувати обробку заготовки з поперечною подачею. На передньому горизонтальному поперечному супорті 1 розташовано поздовжній супорт, який може рухатися під кутом до 90°, відносно напрямку руху переднього супорта. Привід шпинделя здійснюється через коробку швидкостей 3. Заготовка 2 затискається в цанговому патроні. Налагоджування обертання здійснюється від маховика 8. Верстат має жорстку станину 6.
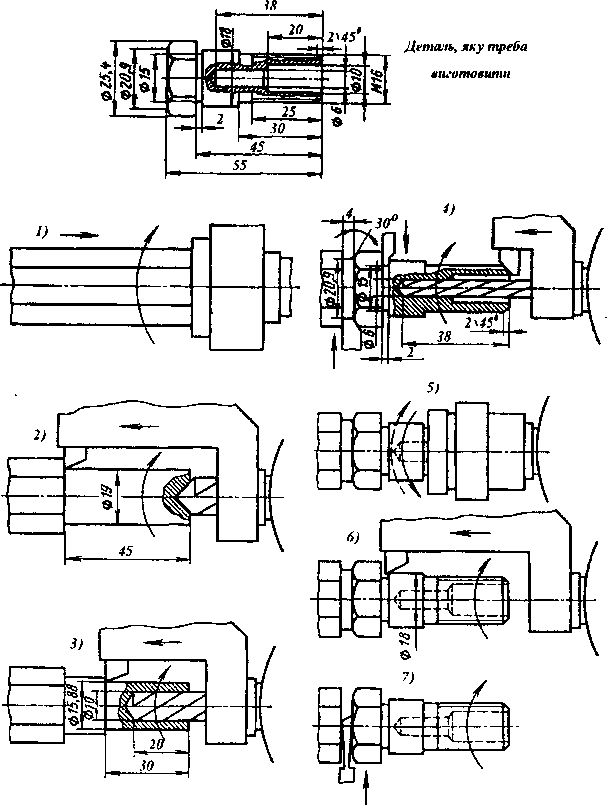
Рис. 5.15 Схема обробки деталі на токарно-револьверному автоматі
Приклад схеми обробки деталі на токарно-револьверному автоматі показаний на рис. 5.15.