5.2.4. Одношпиндельні токарні багаторізцеві напівавтомати
Напівавтоматичними верстатами (напівавтоматами) називають верстати, в яких автоматизовані всі основні допоміжні рухи, що необхідні для виконання повного циклу обробки однієї заготовки. Після обробки деталі напівавтомат зупиняється, робітник знімає готову деталь, встановлює нову заготовку і знову запускає верстат.
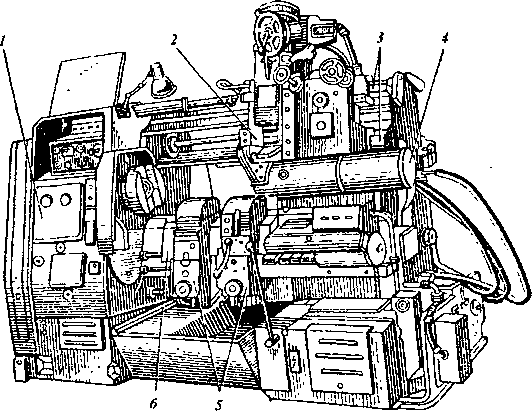
Рис. 5 8. Зовнішній вигляд одноиипіндельного токарного копіювального напівавтомата
Одношпиндельні токарні напівавтомати, як правило, мають горизонтальне розташування шпинделю. Всі напівавтомати є багаторізце-вими верстатами і загальна кількість інструментів в наладці може доходити до декількох десятків.
На рис. 5.8 показано зовнішній вигляд копіювального напівавтомата (модель 1722), який має гідравлічний привід для переміщення супортів і затискання заготовок, а також гідрокопіювальний пристрій для відтворення профілю деталі по копіру. Крім верхнього копіювального супорта є ще один або два нижніх поперечних супорти для підрізання торців і прорізування канавок.
Багаторізцеве обточування можна виконувати різними способами. Наприклад, при виготовленні ступінчастого вала, який має три ділянки різних діаметрів, можна використовувати три способи утворення форми цього вала (рис. 5.9).
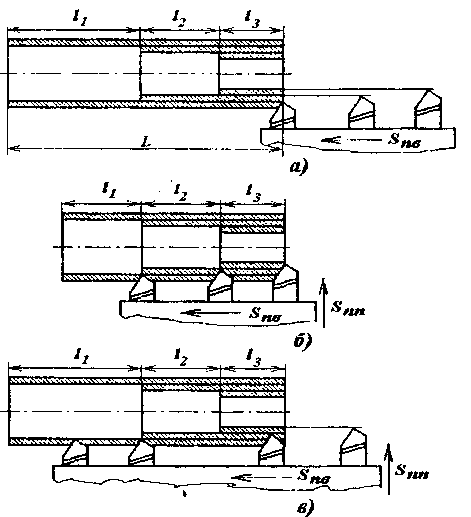
Рис. 5.9. Способи обробки ступінчастого вала з використанням багаторізцевих наладок
Перший спосіб показано, на рис. 5.9, а. У цьому випадку супорт долає шлях, який дорівнює сумі довжин ділянок // , 12 і ./.?• Час, потрібний для виконання роботи, буде порівняно великим. Перевагою цього способу є те, що найбільший припуск, який є на ступені завдовжки 13 буде зніматися послідовно усіма трьома різцями.
Другий спосіб, показаний на рис. 5.9, б, забезпечує зменшення часу обробки, який визначається часом обточування найдовшої ділянки вала. Цей спосіб можна використовувати тоді, коли припуск, що знімається кожним з різців, не буде занадто великим.
Третій спосіб (рис. 5.9, в) - сполучення перших двох способів.
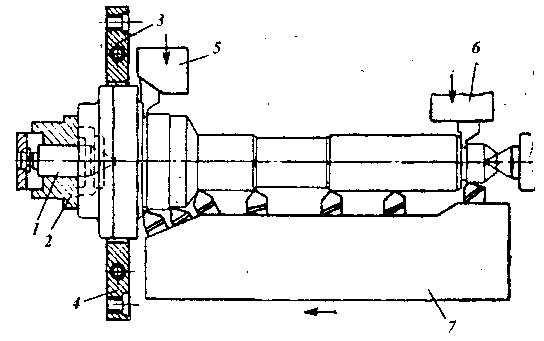
Рис 5.10. Обробка деталі за допомогою багаторізцевої наладки
І - плаваючий передній центр; 2 - упорне кільце патрона; 3, 4- ексцентрикові кулачки патрона; 5, 6 - поперечні супорти; 7 - багаторізцееа наладка
На рис. 5.10 показано обробку ступінчастого вала на токарному напівавтоматі, коли для формоутворення вала використовується наладка з семи різними різцями 7, яка керується пристроєм, а для прорізування канавок використовуються різці, встановлені на поперечних супортах 5 і 6.